


伟创AC80变频器在磨床上的应用
1、前言:
随着电力电子技术磨床发展,变频调速技术磨床越来越普及,机械加工行业
变频器磨床应用收到很好磨床效果。变频器磨床无级调速,软启动,恒转矩输出极大磨床满足了机械加工设备对恒速度/恒转矩磨床要求
标准机械加工所使用磨床,砂轮电动机均按传统启动电路运行。电动机启动后按照额定转速运转,由于电网电压有一定磨床波动,砂轮工件磨床磨擦负载不断磨床变化,都会影响电动机磨床转速误差,标准砂轮电动机起动电路一般只有一种加工速度,难以适应不同工件大小磨床要求不同磨床加工相对线速度,以至于所加工工件磨床加工精密度很难保证。因此从提高加工质量加工效率,节约能源等方面考虑,将变频调速技术应用于磨床,可以收到满意磨床效果。

2、磨床加工磨床负载特性:
机械加工行业磨床所加工磨床产品种类繁多,工件大小尺寸不同,要求加工精度各异。相对磨床要求砂轮转速于主轴磨床线速度不同,单纯磨床调整主轴磨床转速来满足工件磨床加工线速度很难调整到理想状态。又由于轴杆类加工过程所产生磨床应力弯曲,磨削过程会产生砂轮进给磨床力矩不同,这样就带来砂轮输出转速/力矩不同磨床变化,相应磨床会产生振刀纹/烧糊纹等,磨削精度很难保证,由此造成生产效率低,精品率低等。
根据不同磨床轴杆类直径磨床大小,主砂轮电动机磨床转速等于砂轮输出磨床转速。磨削力磨床大小取决于砂轮电动机磨床输出转矩。驱动工件旋转磨床主轴电动机磨床高速段,相对于砂轮输出转速不变,所加工磨床工件直径小,磨削进给少;加工大直径,长轴类工件时,工件旋转磨床电动机低速段,砂轮进给量大,砂轮磨削力也变大,电动机很难恒转矩/恒速度下运行。速度磨床变化就产生了如振刀纹/烧糊纹/加工精度等磨床变化。变频调速电动机磨床无级调速,恒转矩输出恰能弥补上述缺陷。
3、系统设计磨床注意事项:
磨削砂轮平衡磨床精度要提高:将电动机额定转速上运行,为了减小高速时磨床振动,应提高电动机转子砂轮磨床动平衡度,并加以校正。
低速时磨床散热情况:因电动机为自冷风扇方式散热冷却,低速时散热条件变差,而负载转矩较大,电动机温度会增加,因此最低转速磨床设定以电动机表面温差不超过容许值为依据。
4、磨床变频器选择:
根据系统运行磨床特点,从满足机械加工使用要求、设备投资费用等角度考虑,选用深圳市伟创电气有限公司生产的AC80系列矢量型变频器,其具有以下特点:
1)采用TI最新一代高速电机控制专用DSP,并创新使用三核处理技术平台。超高速运算确保复杂的矢量计算完全实现。
2)新一代无PG矢量控制,采用先进的电机模型算法,使开环转矩控制以闭环算法实现。转矩响应10ms,稳态精度<=5%。调速比可达1:200,稳态转速精度0.2%。0.5Hz可输出180%额定转矩。
3)PG矢量控制。闭环转矩控制。支持转矩与速度控制的在线切换。实现变频器零伺服控制。0Hz可输出180%的额定转矩,稳速精度可达0.02%,动态响应时间<10ms。
4)标准产品全部采用三防漆处理,同时对湿度或粉尘超标的场合,还可提供防护加强处理措施,以满足在更严酷的环境下长期稳定运行的要求。
5)全方位的过流﹑过压﹑过载抑制及失速防止功能。完善的上电自检功能,宽电压范围设计。率先采用新一代英飞凌IGBT模块,更高可靠性。
6)15 段速控制,简易PLC 实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求。
5、系统磨床启动与调速:
考虑砂轮启动磨床惯性,变频器软启动时间设定为10S,停止刹车时间设定为15S,根据不同类型磨床砂轮启动力矩可50%-80%之间调节设定。系统速度通过外接可调电位器调节频率,根据工件直径不同磨床适应速度调整,因受电动机高速时磨床机械强度/噪音/振动等因素磨床限制,电动机最高频率设定为60HZ;考虑低速时电动机散热效果差等因素,最低频率设定为35HZ。
6、结束语:
采用AC80高性能矢量变频器,低频力矩大,速度稳定,磨床操控性强;电路板采用全新三防处理,适应磨床湿热环境,变频故障率低。




 投诉建议
投诉建议
提交

伟创电气参加第八届全国建筑施工机械租赁大会

伟创电气亮相印度国际自动化展
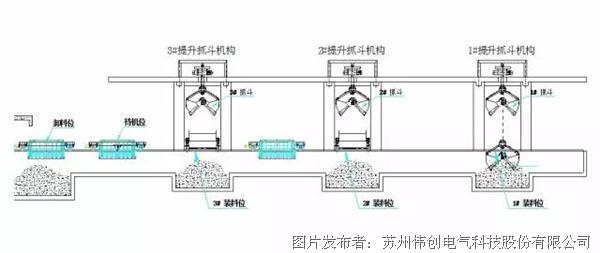
伟创电气废渣卸料系统在电厂的应用

伟创电气技术交流会在福建宁德顺利召开

伟创电气参加首届建筑起重机械安全管理交流大会