


悬臂式加工机器人
一、悬臂式加工机器人的部分用处
密炼机转子的毛坯为铸钢件,为提高表面硬度整个外表面堆焊一层耐磨合金。堆焊前需要对其表面进行打磨,堆焊后要打磨到表面粗糙度很小。机车上有的大型钣焊件的焊口要打磨,不同种类要打磨工件的焊口位置和数量不同。这类打磨抛光类任务通常要求配大型变位工装,要求五轴机器人能带动砂带机和砂轮工具等工具对工件焊口进行打磨和抛光。
在汽车、飞机和大型轴类件的生产过程中会要求对一些大型零件进行钻孔,铣削扩孔,攻丝,铣削加工,倒角和抛光等。加工的对象可能会非常大,加工位置在复杂曲面的不同方位上。这就要求加工机器人的控制系统能自动把来自CAD的数据转化为加工数据,或通过示教方式产生加工程序。机器人不仅能向关节机器人一样灵活,又有大型龙门铣的工作空间,刚性和精度。
很多大型轴类件可达数十米长,需要激光焊接,激光熔覆和激光淬火等加工处理。类似的应用还有大型模具的淬火,熔覆修补和打磨加工等。还有对煤机等大型设备的喷砂和喷涂任务等。针对这些应用要求机器人的有效行程数十米,要五轴或六轴联动,精度要高,刚性要好。
针对上面的应用特点和方便被加工工件的上下料我们设计制造了悬臂式加工机器人。根据不同的任务需要,开发了从四轴到七轴悬臂式加工机器人。
二、关节机器人的不足
这类打磨,抛光,钻孔和铣削加工等不仅要求点到点的运动位置精确,还要求能精确按样条函数类的空间曲线精确运动及定位。目前能完成这类精确空间轨迹插补运动,刚性又非常高的机器人很少,主要是欧洲的机器人。例如德国Manutec公司的机器人就采用特殊的,消除间隙的行星减速机,否则刚性和精度都满足不了需要。如果工件超过机器人的工作半径,例如10米长,关节机器人还要安装在轨道上,非常占地和不方便。如果带动大型砂带机和大功率动力头,进行打磨和铣削加工,能合适的关节机器人非常少,又非常昂贵。这类合适的关节机器人成本高,绝对定位精度都比较低,但维护复杂和维护成本很高。
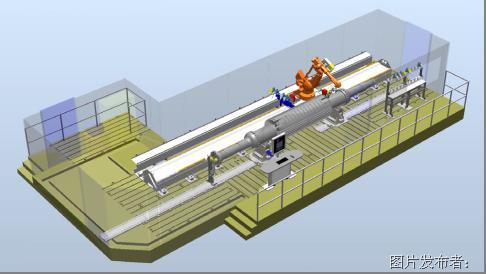
图1:采用关节机器人不仅要有地轨,刚性,精度和效率都低。
三、悬臂式机器人的结构
针对前面介绍的加工要求,沈阳莱茵机器人在赵永瑞教授的指导下,一同开发了大型悬臂式五轴机器人。悬臂式加工机器人综合了加工中心的高强度,高空间定位精度的特点,和关节机器人的高度灵活性和高动态特性。下面介绍悬臂式加工机器人的各个部分。
1、机器人的XYZ三个直线运动轴
悬臂式加工机器人的X轴,Y轴和Z轴三个直线运动轴采用类似数控机床式的结构及强度要求。它们都采用直线导轨导向,精密滚珠丝杆传动或精密齿轮齿条传动和伺服电机驱动。对于精度高的机器人采用光栅尺反馈构成闭环控制。此外所用的机器人控制系统也具有机床数控系统的功能,如丝杆误差补偿,反向间隙补偿等,可以接光栅尺反馈信息等等提高精度的措施。其结果是三个直线运动轴的定位精度可以做到数控铣的精度,重复定位精度通常高于在�0.002mm。刚性类似数控加工中心,可以高效,长期,可靠地工作。
图2是悬臂式结构的设计方案,其主要特点是X轴的有效行程可以做到数十米长,Y轴的有效行程可以做到3米或更长,Z轴的行程也能做得2米,这类超大型机器人特别适合大型工件的去毛刺,抛光,钻孔,铣削加工,喷砂,喷涂和抛光等任务。
2、机器人的转动轴
通常在Z轴的最下端装配有A轴和C轴两个转动轴,它们由精密谐波减速机传动,交流伺服电机驱动。在设计时我们尽可能减少A轴和C轴的旋转半径,其结果是不仅两个转动轴A轴和C轴具有关节机器人末端关节的高速高动态特性,还有远高于常见关节机器人的高钢性和运动精度。通常AC两个轴的转动半径为0,其结果是当A轴,或C轴,或AC两个轴转动时仅仅改变刀尖的方向,但不改变刀尖的XYZ坐标值。类似的原理可以还为用户设计制造过三个传动轴全部安装在Z轴下端,刀具不仅可以从上向下铣削,还可以从下向上以近似60度的角度进行铣削加工。
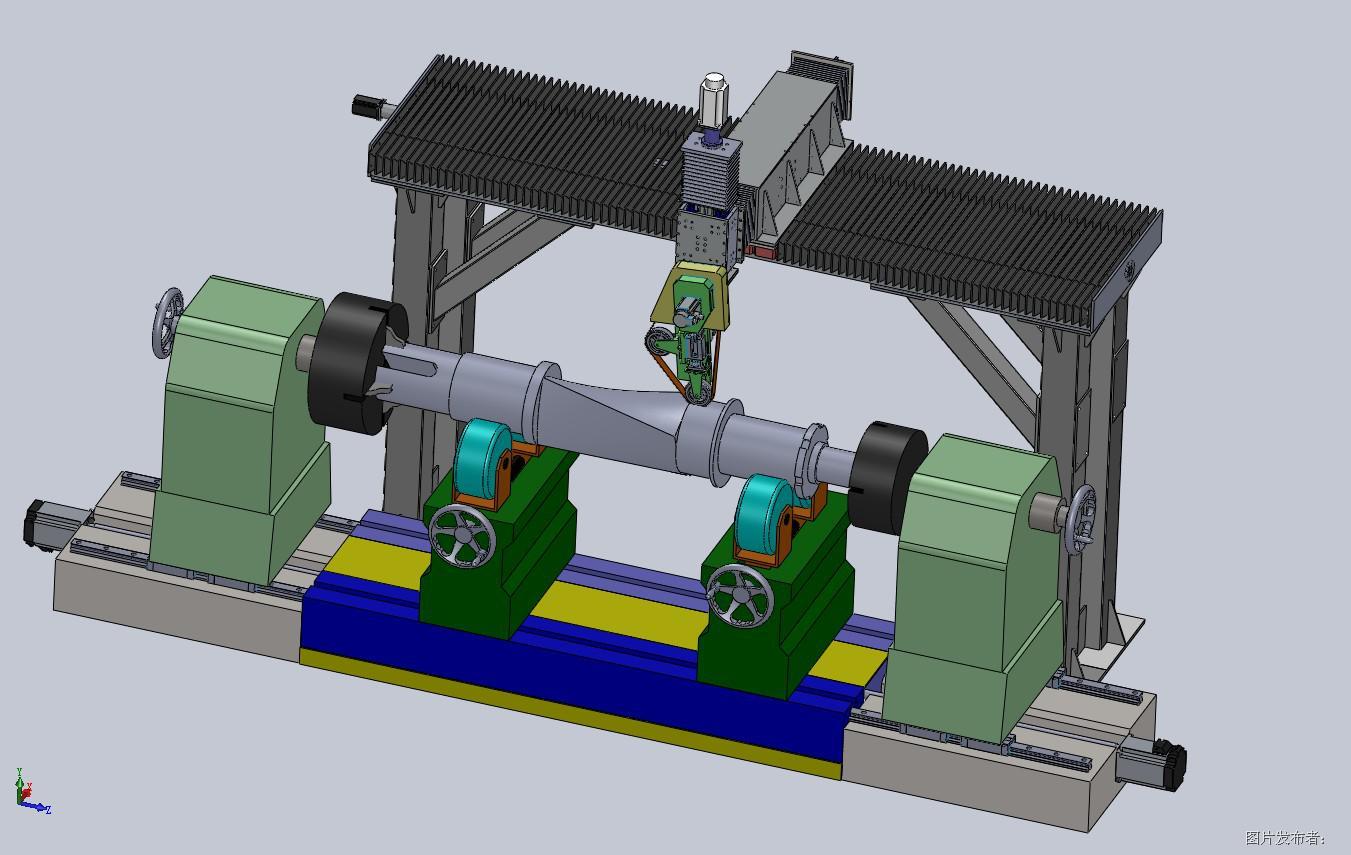
图2:大轴轴类件的打磨抛光要采用悬臂式五轴机器人和变位工装。大行程时采用齿轮齿条转动。
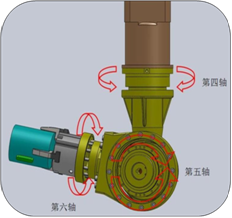

图3:悬臂式机器人末端三个转动轴的两种结构方式。
四、机器人控制系统简介
1、系统基本功能
采用德国产八轴联动多通道数控系统Editasc。该系统除了具有西门子840D的全部功能外,还是六自由度关节机器人的理想控制系统。例如在德国被用于控制关节机器人抓取眼睛框进行精密抛光。Editasc系统具有超强预读功能确保打磨抛光高速,平稳和精确进行。具有CAD图形编程,示教编程和样条函数功能简化了复杂轨迹的编程。该系统具有大跨度龙门机床两轴同步控制功能,龙门轴下沉倾斜补偿功能,3D刀具补偿,复合轴功能,多通道功能和RCTP功能。可以接收光栅尺和各种编码器反馈信号,适合高速高精设备的控制,能以每秒10000次位置环PID调节周期精密控制确保位置精度。
2、手脉操作器辅助示教编程功能
仅仅示教钥匙处于合闭位置(钥匙取下),而自动运行方式的钥匙处于断开位置(状态)才可以进入示教操作方式。在示教运行方式下仅允许如下操作:
1)回零点,
2)用手脉操作各种轴,
3) 进入示教编程操作,
4)选择及打开原来已经存在的用户程序(属性T)。
5)或新建立一个程序及命名(程序属性T)。
6)图示该程序
7)运行该程序,可以全部运行,可以单段运行,可以用选择部分程序段运行。
8)可以在程序中随时修改加速度和速度。
9) 仿真运行该程序,
10)可以复制和删除程序。要有二次确认功能,以防误操作。
11)对刚打开的程序重新命名(另存为)。
12)退出自动运行方式到主页面方式下。

图4:该数控系统不仅是五轴机床的高档控制系统,也是关节机器人的理想控制系统。
为了简化示教编程,我们特意请德国专家开发了专用程序。比例走直线段就用手脉确定开始和结束两个点。走3D圆弧就用手脉确定开始,中间点和结束三点。走3D圆就用手脉确定圆上的四个点。这些点的对应坐标自动进入程序中,系统自动生成5轴连动运动命令。整个示教过程就用手脉操作器一个人独立完成,快速高效安全。
3、运行来自CAM的程序
很多复杂的任务不方便或无法通过人工编程或示教编程产生所要的加工程序,Editasc系统能接收多种CAM软件产生的G代码程序。其中G代码和M代码的格式与840D系统的相同。如果要特殊的G代码和M代码及格式,我们可以修改目前的G代码定义来满足这些要求。
4、仿真运行及单步运行
对应复杂的加工可以先图示,在图示时对任意加工为主进行局部放大观察。还可以仿真运行。在仿真运行没有问题的情况下,可以慢速单步运行。可以在图像上选择一些程序段一起运行。关键位置运行的精细些,慢些运行。而不重要的部分,绝对安全的部分可以快速运行。在运行过程中操作者可以拿手动操作器来随时停止运行,确保安全。
五、多种配置方式
1、选用电动或气动打磨去毛刺工具
打磨工具可以是电主轴配铣削刀具,也可以是气动打磨头。可以是刚性连接的电主轴,这主要对精度高的齿轮,或对工件尺寸要求不高的铸件类。由于齿轮精度很高,采用固定主轴就可以。也有的用户为了简化编程采用柔性主轴,靠刀具半径补偿来自适应打磨去毛刺。
2、选择两个或三个动力头
有的齿轮除了齿的两端要倒角去毛刺,在齿轮内部也有一些部位要倒角去毛刺。为了能使刀具能自动到达要打磨位置,可以一次装有两个或三个不同的动力头来完成不同部分,不同尺寸空间内的去毛刺任务。靠机器人的AC轴的运动能更好地使用各个刀具完成去毛刺任务。有时再加上B轴带动刀具自身转动。
3、自动换刀功能
也可以向加工中心一样选择带带自动换刀的动力头,来更换不同的倒角工件。比如不同形状的铣削刀具,多种钢丝刷和微性砂带机等。
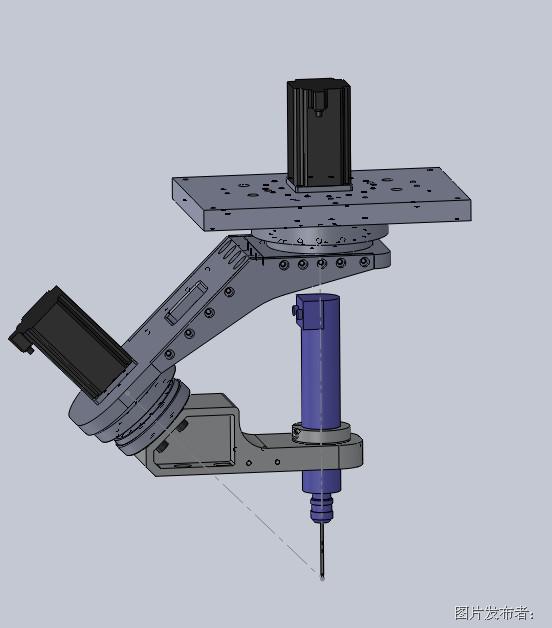


图5:单打磨头和多个打磨头的设计方案及照片
六、加工机器人的主要优点
1、XYZ采用数控加工中心相同的结构,靠直线导轨导向和精密滚珠丝杆转动,使其具体类似加工中心的刚性,稳定性和精度。工作过程中重复定位精度可达�0.004mm,
2、AC两个转动轴利用精密谐波减速机,不但具有关节机器人的高速灵活性,高动态特性,但转动半径几乎为零,其结果是精度更高,刚性更好。
3、利用RCTP编程功能和AC轴转动半径几乎为零,刀具仅仅靠AC两个轴的转动就能快速改变刀尖方向,但刀尖位置不变,这样加工起来速度快,空跑位置少。
4、整个设备具有五轴加中心的高强度,高刚性,高精度,又具有关节机器人的高速高动态特性,是理想的加工型机器人。
5、 采用最新的数控系统,编程简单,友好。
6、 运动轨迹中各个程序段的运行速度可以通过试运行看刀具效果来确定。
7、 可以通过单段运行方式逐步逐端验证及修改程序。
8、 可以设置修改各个部分倒角的形状,如角度和大小等。
9、 可以选配力控制,来自动适应不同位置的倒角量及倒角速度。
10、 可以带自动测量头,自动识别记录要倒角的轨迹。
11、 可以选择自动换刀换工具系统,来完成不同的倒角和抛光等任务。
12、 倒角量小时可以以2,5m/min 的速度来完成倒角。
13、 可以选配一个到两个转动轴,来带动工件转动和摆动,方便倒角及提供倒角效率。
14、 没有要求特殊的工具,常见的气动,电动工件就可以用来倒角和抛光
15、 可以示教编程和离线CAM编程,快捷实用。
七、应用及展望
1、这类六轴联动去毛刺机器人在德国和瑞士主要取代关节机器人完成多种齿轮去毛刺任务。
2、有多台设备多年类在国内几个著名汽车配件厂和压铸件厂对多种复杂的铸件去毛刺,高效,一致性好,稳定性高,深受用户称赞。
3、被用户用于大型钢件倒角,焊口打磨等。
4、可以用于大型轴类件的表面抛光去毛刺任务,带动砂带机,砂轮机,刷子和铣刀来完成不同部位不同的打磨去毛刺和抛光任务。
5、这类设备还可以用于很多工件内部交叉孔的去毛刺。
技术支持:沈阳莱茵机器人有限公司
联系方式:024-25817009




 投诉建议
投诉建议
提交

PLC一体机之EK温度修正使用技巧
S7-300CPU存储器介绍及存储卡使用
0.05级超高精度互感器
DC-DC转换器(电源模块)应用指南——外接滤波电容选配
施罗德最小流量阀的应用范围及优点