


伟创AC90变频器在热定型机中的应用
一、前言
定型机是用于工业制造定型用的机器,定型机按种类可分为:鞋面定型机,袜子定型机,面料定型机。热定型机末道收卷如果有张力锥度控制的要求,一般解决办法比较困难。伟创张力控制专用变频器AC90有很高精度的控制能力,加上专为卷绕行业开发的张力控制专用程序,能很好地解决这个问题。
二、热定型机收卷机的工作原理
热定型机收卷机前级为冷水辊,采用伟创AC80高性能矢量控制变频器,恒速度控制,电机上装有编码器,既用冷水辊驱动器的速度反馈作闭环控制。收卷控制的织物线速度由冷水辊变频器的模拟量输出口提供。收卷卷筒空筒时直径约为200毫米,满筒时为1400毫米,卷径变化达7倍之余。在整个收卷过程中随着卷径的不断增大需给收卷电机提供更大的转矩。收卷卷筒采用伟创AC90张力控制专用变频器,中间装有张力检测辊可作为断线信号。
AC90张力控制专用变频器最关键的功能是卷径计算、转矩补偿以及张力锥度。一般卷径有3种检测方式,第一种方式为传感器直接测量,由于需要现场安装传感器,成本会提高,而且故障率增加,所以实际一般较少采用;第二种方式为厚度积分法,优点是控制简单,但是缺乏灵活性,当产品品种变化时需要调整参数;第三种方式为线速度计算法,通过检测线速度检测轮的转速和卷筒的转速就能算出卷筒的当前直径。这种办法计算精度较高,而且由于线速度检测和卷筒转速检测本来就是系统中已有的,本系统中采用冷水辊驱动变频器A0口输出模拟量的形式提供,在实际现场中也是采用得最多一种方法。
有了卷筒直径,就能根据张力和锥度设定给出张力锥度的设定值。AC90的张力锥度设定值在F7.09设定,若收卷直径达到F0.10所设定的值则加入张力锥度系数。当张力锥度设为0时,表示恒张力,张力设定值与卷径无关;当张力锥度设为100%时,表示恒转矩,卷径每增加一倍张力就减小一半。
三、调试说明
1)冷水辊驱动变频调试
请正确输入电机参数实施自学习,输入脉冲编码器线数,将控制方式设置为带PG矢量控制。先不上织物或线材,卷筒处于空筒状态,然后开机,监控输出电流值,若电流值偏大或者出现过电流情况请调换编码器A,B相序。
2)收卷变频调试
将织物或线材按正常生产方式装到设备上,通过电位器或键盘数字给定试探性的设置一个合理的转矩给定值,直到使材料正常绷紧而张力又能正好满足需求张力。设定张力锥度注入的卷径值以及其他转矩补偿值,张力锥度系数一般设置为5%~10%,此时开机即能正常运行。若在加减速时出现抖动可调节转矩加减速时间解决。
四、接线图及参数设置


五、结束语
用伟创变频器实现的热定型机收卷电气系统在整个运行过程中平稳可靠,为该类企业赢得了良好的经济效益。伟创张力控制专用变频器的巨大性能优势也赢得了客户的认可。




 投诉建议
投诉建议
提交

伟创电气参加第八届全国建筑施工机械租赁大会

伟创电气亮相印度国际自动化展
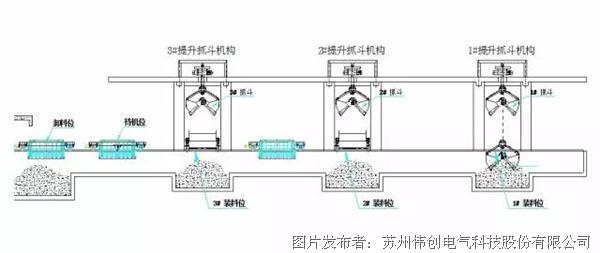
伟创电气废渣卸料系统在电厂的应用

伟创电气技术交流会在福建宁德顺利召开

伟创电气参加首届建筑起重机械安全管理交流大会