


PLC控制过程实例——定时计数
2015/1/27 16:16:47
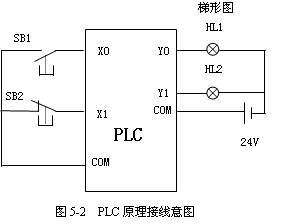
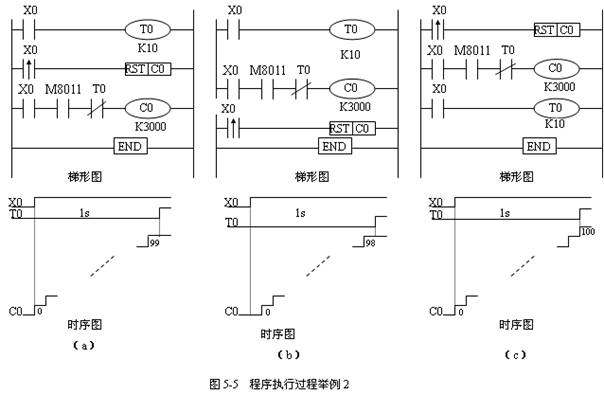
本例无实际意义,但非常有利于分析程序执行过程。系统输入端只需接一个按钮,无输出,参考图5-2,只接X0。分析图5-5中,(a)、(b)、(c)三种情况下,观察计数器的当前值,分析程序执行过程。
程序中M8011为特殊辅助继电器,只要PLC处于运行状态,将不停发出10ms的脉冲信号(5ms通、5ms断)。程序中T0为1s定时,X0闭合后1s,T0导通。C0为增计数器,在X0闭合、T0没有闭合的前提下,记录M8011发出的脉冲个数。理论上,在T0导通,C0计数器停止计数时,计数器的当前值应为100个(1s/10ms=100个脉冲)。三段程序中,只是改变了执行的前后位置,但结果却不同。结合对应的时序图分析其原因。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机