


专为工业自动控制开发的PLC编程语言执行过程
PLC是专为工业自动控制而开发的装置,通常PLC采用面向控制过程,面向问题的“自然语言”编程。不同厂家的产品采用的编程语言不同,这些编程语言有梯形图、语句表、控制系统流程图等。为了增强PLC的各种运算功能,有的PLC还配有BASIC语言,并正在探索用其他高级语言来编程。
日本的FANUC公司、立石公司、三菱公司、富士公司等所生产的PLC产品,都采用梯形图编程。在用编程器向PLC输入程序时,一般简易编程器都采用编码表输入,大型编程器也可用梯形图直接输入。在众多的PLC产品中,由于制造厂家不同,其指令系统的表示方法和语句表中的助记符也不尽相同,但原理是完全相同的。在本书中我们以FANUC-PMC-L为例,对适用于数控机床控制的PLC指令作一介绍。在FANUC系列的PLC中,规格型号不同时,只是功能指令的数目有所不同,如北京机床研究所与FANUC公司合作开发的FANUC-BESK PLC-B功能指令23条,除此以外,指令系统是完全一样的。
在FANUC-PMC-L中有两种指令:基本指令和功能指令。当设计顺序程序时,使用最多的是基本指令,基本指令共12条。功能指令便于机床特殊运行控制的编程,功能指令有35条。
在基本指令和功能指令执行中,用一个堆栈寄存器暂存逻辑操作的中间结果,堆栈寄存器有9位(如图1所示),按先进后出、后进先出的原理工作。当前操作结果压入时,堆栈各原状态全部左移一位;相反地取出操作结果时堆栈全部右移一位,最后压入的信号首先恢复读出。
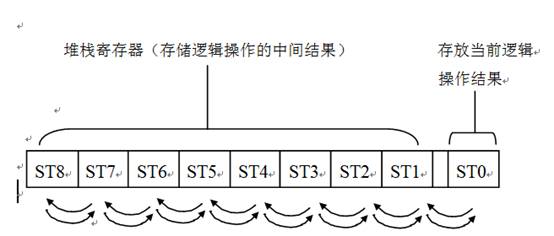
图1 堆栈寄存器操作顺序




 投诉建议
投诉建议
提交

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机