


PLC在计算机监控系统中的运用
周家发
摘 要:随着计算机工业控制技术的不断发展,计算机监控技术日趋完善,PLC(Programmable logic controllr程序逻辑控制)工业控制系统为各式各样的自动化控制设备提供了非常可靠的控制应用,其主要原因在于它能够为自动化控制应用提供安全可靠和比较完善的解决方案。基于水电厂的自动控制及其逻辑顺序控制的特殊性,90年代初期PLC开始在电力行业中逐渐使用,现就PLC在我厂计算机监控系统中的成功应用,谈谈自己的一点感受,以供大家参考。
关键词:PLC;计算机;监控;运用;
1 概述
我厂建于80年代初期,位于贵州省北部、距省会贵阳105公里,距遵义45km,原电站设计装机容量为630MW,安装3台单机容量210MW水轮发电机组。电站在系统中的主要作用是调峰、调频,承担系统事故备用,是一项以发电为主的综合利用工程。早期的机组自动化及其辅助设备完全采用电磁继电器方式参与控制,盘柜庞大、臃肿,接线复杂,其安全、稳定性能低,抗干扰能力差,设备故障、事故频繁发生。我厂机组及其辅助设备PLC改造大致分为三个阶段:90年代中期开始着手机组及其辅助控制设备的改造,于1996年底成功完成机组进水口闸门的PLC改造,是我厂的一次成功尝试;1998年初对3#发电机组进行自动化元件改造,1999年完成全厂辅助设备的PLC安装调试工作;2000年底至2001年初完成三台机组及公用系统的计算机监控系统安装调试,使我厂的计算机监控系统走向完善和成熟;更为乌江公司培养出一批实力雄厚的机组计算机监控技术人才。
2 PLC在我厂的运用范畴
2.1 我厂机组的顺序控制
我厂的自动操作包括水轮发电机组各种工况转化,机组辅助设备的调整和对全厂的公用设备进行的自动化控制,这类控制在自动控制范畴内属于顺序控制系统,每个顺序控制都是按照生产流程的要求及生产设备的特点来设定。
2.2 根据操作对象可分为
2.2.1 机组自动操作
要求以一个脉冲自动按预定的顺序完成下列操作,即机组的自动开机至空载、开机至空转、发电转空载、发电转空转、发电转停机、发电转调相、调相转发电、调相转停机等,其操作对象包括水轮发电机及调速器、励磁系统、机组冷却系统等附属设备。
2.2.2 公用设备的操作
公用设备包括整个厂房排水系统、给排油系统、高低压压缩气系统、智能直流模块整流电源与蓄电池浮充系统、厂用电系统等,远线控制时还包括自动准同期并网装置。
2.2.3 全厂性的操作
全厂性的操作包括消防报警系统、通讯系统、开关站开关、刀闸设备等操作。
对以上这些自动操作的总体要求是运行安全可靠、维护方便、清晰明了、经济合理。
3 PLC在我厂顺序控制中的运用
所谓顺序控制是指生产设备及生产过程,根据工艺要求按照逻辑运算、顺序操作、定时和计算数等规则通过预先编制的程序,在现场输入信号(包括开关量、模拟量)的作用下,执行机构按预定程序动作,实现以开关量为主的自动控制。我厂PLC的设计安装就是根据这一原则来实现的。其输入主要是靠按钮、行程开关、限位开关、动断触点等开关量为主的控制、信号。输出为继电器、电磁阀等驱动元件。PLC内部控制部分有定时器、计数器、中间继电器等元器件以及许多的常开、常闭触点 。而传统的顺序控制是由继电器控制屏来实现的,由于设备体积大、功耗高、动作速度缓慢、接线复杂、通用性、灵活性差、维护工作量大、故障频发率高而导致可靠性差,没有计算和储存功能,而PLC控制系统克服了继电器控制的弱点,把计算机技术与继电器控制有机地结合起来,为工业自动化提供了十分完美的现代化控制装置,其优越性主要表现在:
3.1 PLC是继电器、接触器、顺序控制器以及由中、小规模的集成电路及其它电气元件的复杂控制系统装置上发展起来的一种新型控制器,采用微电脑技术(大规模集成电路)取带了以往靠硬导线布线的逻辑控制器,具有成本低,功耗、体积小,重量轻等特点。
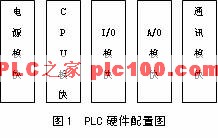
3.2 PLC 的配置
一套完整的PLC主要由6个模块构成:电源模块、CPU模块、热备模块(可选)、开入/开出(I/O)模块、A/O模块、通讯模块。其中电源模块向PLC提供直流24V工作电源;CPU是微型处理器(PLC的核心部位);热备模块是在两套PLC均为在线方式下互为热备用,并且可以人为任意切换至工作或备用状态,提高安全可靠性;开入/开出(I/O)模块是指外围回路向PLC输入高电平(或低电平)和PLC向外围回路输出高电平(或低电平);模数转换(A/O)模块是将外围设备输入的电信号转换成数字信号,以供PLC进行计算、判断、比较和传输(配置如图1所示)。
3.3 由于PLC容易与工业控制系统连成一个整体,易于扩展功能,具有接口简单快捷、工作量小、适合于较为恶劣的运行环境、故障率低、可靠性好、抗电气干扰能力强,维护方便等优点。
3.4 PLC采用扫描式的工作方式,特别适合于逻辑控制要求较高的顺序控制。
3.5 我厂的顺序控制系统流程较为复杂,90年代前期所用常规的继电器硬线控制方式规模庞大、维护困难、故障和事故发生机率较高,出现故障后不利于查找并消除故障,设备隐患较多,在我厂采用传统方式的继电器顺序控制方式,其安全生产记录常常打破,我厂采用PLC控制后,不仅提高了设备可靠性,而且对设备的检修维护都十分方便快捷,无需将机组及附属设备退出运行即可解决,大大提高了工作效率,而安全生产记录已接近3000天,创历史最高记录。
4 我厂机组顺序控制程序的设计
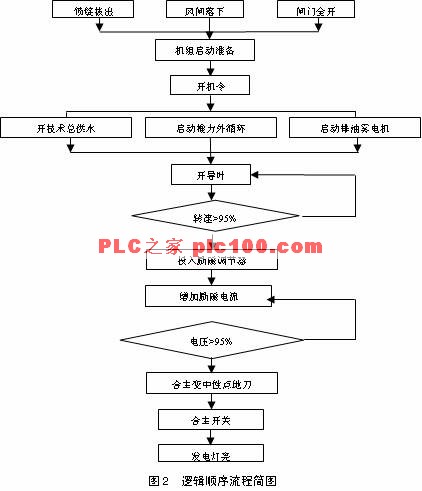
通过对已实施的进水口工作闸门、机组辅助设备PLC控制系统改造并结合其它电厂的成功经验,严格遵循电力生产必须安全可靠、经济使用、适合发展的原则,于2000年初我厂着手2#机组的计算机监控系统工程的调研和设计工作,并不断地派出工程技术人员与科研单位进行协作。首先根据机组整个生产控制过程的要求把程序进行分块;其次是合理利用指令,严格注意信号名称定义,利用各种方法正确地编写各个程序块的程序;然后经过单元调试,软硬件联调与系统总调,对程序进行不断修改和完善,经过不停的模拟试验后投入实际现场工作。分块结构的程序是根据工程的特点,把一个控制工程分成多个简单的、规模较小的控制任务;然后把这些控制任务分配给一个子程序块,并在子程序中编制具体任务的控制程序,最后由一个主程序进行统一管理,以备流程需要时进行适时调用,如:自动开机至空转、开机至空载、发电转空载、发电转空转、发电转停机、发电转调相、调相转发电、
调相转停机等就是不同的子程序块。现以停机至发电子程序块程序逻辑为例,如图2。
参考文献:
[1]《Quantem PLC使用手册》
[2]《乌江渡发电厂机组程序控制图集》
[3]《乌江渡发电厂计算机监控PLC二次图册》




 投诉建议
投诉建议
提交

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机