


TMEIC集成控制系统在高速卫生纸机的应用
引言
近年来,全球化经济飞快发展,形成了很多跨国家、跨区域的大型集团公司,随着市场竞争日益激烈,企业规模不断扩大和发展,也大量引进了境外先进技术和关键设备。这对加快我国科技进步,起到了推进作用。海南金海浆纸为印尼金光集团所属亚洲浆纸业股份有限公司(Asia Pulp & Paper,简称APP)在中国最大的浆纸厂,2013年新增项目12条卫生纸机生产线,其自动化系统核心,采纳了TMEIC公司的最新传动和V-系列集成控制系统。
12台卫生纸机分布从TM31到TM42,下文以TM31纸机为例,来介绍TMEIC自动控制系统在该卫生纸机的通信配置结构。
纸机基本参数:纸幅宽度:2860mm;纸机速度:1800m/min;爬行速度:30m/min;纸张质量:13~18g/m2;折皱率:10~30%;纸机传动点:11台电机;
烘缸(Yankee)由意大利Acelli公司提供,两台电机驱动,纸机总容量达到2660kW。
1.纸机全线网络自动化结构
全线整套网络结构由生产监控网络层DCS、QCS,现场控制网络层V-系列集成控制器,I/O现场网络层组成,通常,我们将传动系统归纳于I/O现场网络层。如图一所示。

变频器与EGD之间通过Ethernet工业以太网通讯,工程师站与PLC及变频器皆通过Ethernet以太网。PLC与EGD之间数据交流的是FL-Net总线。
我们知道,DCS集散控制系统,是将仪表控制系统和计算机控制有机结合起来,完成常规的电动、气动、液压执行元件的控制任务,比如纸机逻辑联锁、电机启制动、PID及智能控制等等。大量有效繁琐的工作由DCS来完成。QCS是质量管理控制系统,是将纸机生产的纸张定量、水分等进行监控和控制,对纸张生产的成本和效益,有重要意义。
本纸机将DCS、QCS与TMEIC可编程控制器有效集成,使得工艺生产流程、设备控制流程及辅助配套系统通过网络,形成了高性能的卫生纸机自动化控制生产线。
2.纸机集成控制系统结构
纸机PLC系统采用TMEIC主流产品V系列2000集成控制器,这是一种可以将顺序控制、计算机控制、回路控制以及与外部控制器自由组合的控制器
以TMEIC集成控制系统为核心的自动控制系统硬件结构见图2。

2.1 系统硬件
V系列-2000(Model 2000)是TMEIC公司的中型PLC系统。主机架配置:机架背板型号BU648E,可带扩展单元。9个插槽,5个主模板插槽和4个I/O接口辅助模板插槽。其中5个插槽带站总线(with station bus),S0#、S1#插槽固定,分别插主处理器模板S2PU82A和以太网接口模板EN651。PS691为主机架电源模板,可接入110V-220V交流电源,功耗40W。S2PU82A为顺序控制器CPU模板,处理速度40ns,内存类型为Flash ROM和SRAM,用户程序在此模板中进行高速运算处理。DI635和DO635为64位直流输入输出I/O控制器并行模板,AD628S和DA664是模拟量输入输出模板,与顺序控制器模块S2PU82A配合使用。EN651以太网接口模板,用于PLC与工程师站、V-Tool间通讯,通讯传输介质100base-TX/10base-T。FL612是FL-NET网接口模板,传动系统和PLC间通信采用FL-NET总线,光纤连接。
PF612是Profibus接口模板,用于TMEIC PLC与上级DCS之间进行数据交流。
在本系统中,DCS作为上位机,TMEIC PLC作为从站使用。
2.2 系统软件
V系列PLC系统在V-Tool软件包运行基础上完成模板组态,它采用3种语言编程,遵循IEC标准:梯形图(LD)、功能块(FBD)以及顺序块(SFC)。基本参数变量解释如下:task指用户所编写的程序;Local variables指在本task中使用变量;Station(Global) variables指在同一站里的CPU中task通用变量;Controller(Global) variables指在某一CPU模块中通用变量;I/O variables指在同一站内通用变量,在多CPU系统中,对于输出点必须定义到具体的CPU模板;System Global (Network)variables指TC-net局域网站中所有CPU中task通用变量。task扫描时间可分设定参数扫描(constant scan)和动态扫描(floating scan)两种。设定参数扫描指事先设定好扫描时间,动态扫描取决于程序执行时间。
2.3 系统传动
纸机主要工艺设备包括1台成形辊电机、1台抽吸压辊电机、2台烘缸电机、1台卷取电机、1台空辊加速电机、2台扇泵电机,2台循环风机,1台排气风机。具体如下:
1#变频器:成形辊(FORMING ROLL)
2#变频器:抽吸压辊(SUCTION PRESS MASTER)
3#变频器:烘缸1#电机(YANKEE DRIVE 1 MASTER)
4#变频器:烘缸2#电机(Yankee DRIVE 2 HELPER)
5#变频器:卷取(REEL ROLL)
6#变频器:空辊加速(SPOOL STARTER)
7#变频器:排气风机(EXHAUST FAN)
8#变频器:干端循环风机(CIRCULATION FAN DRY END)
9#变频器:湿端循环风机(CIRCULATION FAN WET END)
10#变频器:扇泵A(FAN PUMP A)
11#变频器:扇泵B(FAN PUMP B)
电机为交流异步电机,纸机设计最高转速为1800m/min,传动控制系统为TMdrive-10e2,PWM控制的交直交变频矢量控制系统,功率元件采用绝缘栅双极晶体管(IGBT)。
传动逆变器柜类型较多,250KVA以下为抽屉式,250KVA以上为柜式结构,根据电机容量的差异来选用不同容量控制系统,用于纸机的变频控制。
逆变器的传动矢量控制组成:速度给定环节、速度调节器、D/Q轴电流调节器、磁通调节器、电压调节器、PWM控制器等组成。主板在矢量控制系统完成IGBT触发信号后,把触发脉冲传送到逆变器,控制IGBT导通和关断,得到所需电机近似于正弦波的输入电压和频率,进而调节电机转速。
2.4 数据通信
传动系统和PLC间通信采用FL-NET总线,光纤连接,变频器与HUB之间,以太网通讯。结构仍以图2为例。
PLC系统配置了一块FL612接口模块和一块EGD模块,与各变频器进行数据交换。各变频器地址均在EGD中配置,传动与PLC的通信及传动与传动之间的通信都是通过EGD来完成数据交换的。
FL-NET网络以Ethernet为物理层,采用总线拓扑结构,是日本采纳的一种PLC网络标准,其协议栈高层为UDP/IP+ UDP/IP+独自循环通信协议,保证了通信的实时性。
完成PLC系统与传动系统间数据交换基于EGD(Ethernet Global Data)以太网全局数据处理通信,EGD协议是美国GE自动化公司基于以太网技术的数据交换协议,它以数据报文形式在一个发送者和多个发送者之间实现100Mbps数据高速传送,遵循UDP/IP独自循环通信协议。数据发送时间间隔短,安全性强,不易丢失,各站为双向角色,既是服务器也是客户端。
3. 系统控制功能
TMEIC集成控制器完成整个纸机的速度计算与控制、负荷分配计算与控制、电机同步计算与保护等功能。
卫生纸机的速度基准以烘缸Yankee为准,Yankee烘缸由两台电机驱动,1#Yankee电机为master,控制方式为速度控制,2#Yankee电机为slave,控制方式为转矩控制,两台电机为一个整体,要求速度同步。
抽吸压辊(SUCTION PRESS)和成形辊(FORMING ROLL)通过网布,形成一个整体,要求速度同步。在抽吸压辊靠上烘缸之前,抽吸压辊为master,速度控制模式;当抽吸压辊靠上烘缸以后,抽吸压辊转换为转矩控制模式,这时候,Yankee1为master,抽吸压辊和成形辊转变成Yankee1的从动辊,其控制模式转成转矩控制。

SP_R:速度给定T_R:转矩给定IQ_R:转矩分量给定 IQ_F:IQ电流反馈
SP_F:速度反馈FL_R:磁通给定ID_R:磁场分量给定 ID_F:ID电流反馈
TENS_R:转矩给定
图3为传动矢量控制图。从图中可以看出,逆变器的传动矢量控制由速度给定环节、速度调节器、D/Q轴电流调节器、磁通调节器、电压调节器、PWM控制器等组成。
在正常速度控制模式下,速度给定值(SP_REF1)通过FL-Net总线从PLC传送到矢量控制系统给定积分单元,该单元将阶跃信号(SP_REF)转换为按一定变化率随时间而增减的输出信号(SP_R),作为速度给定值,使调速系统的速度带有一定的加速度,并对加速度和减速度分别作出限幅再送到速度调节器。
当速度控制模式转换成转矩控制模式时,从动辊的速度环是开环的,这样,电流环内环给定“TENS_R2”直接来自于主动辊的实际转矩电流“T_R”。负荷分配系数从DCS给定,调整范围0.5-1.5。
4.结论
TMEIC的TMdrive-10e2传动系统和PLC系统在完成调试投入生产以来,运行稳定可靠,故障率很低,各项性能指标均达到设计要求。
参考文献
[1]佟纯厚. 近代交流调速[M].北京:北京冶金出版社,1995.
[2]赵钢城. 高压IGBT变频器在连轧轧机的应用.北京:冶金自动化,2006.
[3]TOSHIBA Model 2000 Sequence Controller S2 User's Manual-Basic Hardware




 投诉建议
投诉建议
提交
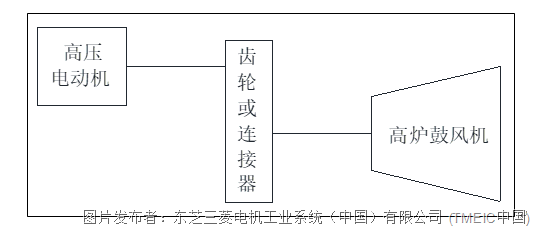
电压源型高压变频器兼容电流源型变频器高炉鼓风机电动机软起动改造方案

TMEIC中国:深耕传统行业,进取脱碳、环保和可再生能源产业

东芝三菱TMEIC 大容量、超高速的同步电机
东芝三菱TMEIC定制设计的感应电机

东芝三菱TMEIC 21-VLL系列电机