


穿梭子母车密集库在食品加工行业的应用
食品加工行业中,成品仓库前端与生产衔接,后端与销售关联,合理高效地管理成品仓库,是企业经营管理的一个重要环节。穿梭子母车自动化物流系统可以在有限的占地面积内最大化地提高库存储位,具备投资成本回报率高的特点。合理的总体规划、良好的物流集成,将密集库成功应用到成品的生产入库、库存管理及商业订单配送等业务环节,可以全方位地加强企业物流管理水平,对生产和销售提供辅助决策分析的数据支持,降低人力成本,最终达到提高企业核心竞争力的目的。
本文结合食品加工行业成品物流系统中的规划设计和业务流程进行分析,详细阐述了穿梭子母车式密集库的物流集成。通过对物流设备选型、信息集成、电气控制等进行归纳、总结,诠释了穿梭子母车密集库在食品加工行业的物流应用,对于食品加工行业企业成品物流系统的规划、设计、开发和实施具有指导意义。
一、物流整体规划
1.项目整体规划和设备选型
本系统的整体规划平面图,如图1所示。

图1:物流系统规划图
(1)立库货架
采用密集存储立体仓库。本库区共三层,每层左右端各一条穿梭车轨道,将立库划分为左中右三个库区。每层每个库区分别设计20个巷道,左右库区每个巷道1个货位,中间库区每个巷道18个货位,总货位数为1200个。
之所以选择密集存储立体仓库,源于小型食品加工企业的品类相对较少,而每种品类的存储量较多,密集库与该特点可以完美贴合。另外,密集库具备造价成本低、占用面积小、空间利用率高、货位数量多等优良特点。
(2) 组盘/拆盘设备
为了规范入库组盘及出库拣选业务,提升效率,提高自动化水平,降低人员工作量,体现人工智能,系统采用2台库卡机器人分别进行入库码垛及出库拆垛。
(3) 输送机设备
输送机13台、拆码盘机1台(二合一),用于在库区外运输成品实托盘、单空托盘及空托盘组。
垂直升降输送机2台,用于将出入库端的穿梭子母车换层。
(4)穿梭子母车
穿梭母车2台、穿梭板2台,穿梭子母车如图2,用于在库区内移载实托盘及空托盘组。

图2:穿梭子母车
(5)条码阅读器
共3套,一套用于识别品牌码,以完成码垛品牌的自动切换;一套用于识别成品件箱唯一码,最终保证计算机系统数据库存储成品件箱的唯一码;一套用于识别托盘条码,完成入库时成品信息与托盘号的自动关联。
(6)伸缩链板机
1套,机器人拆垛后将成品放置到伸缩链板机上,完成成品自动装车过程。
(7)LED显示屏
1套,用于展示出库订单号、运货车辆牌号、出库品牌、出库数量等,以有效引导司机作业。
2.主要业务流程
(1)码垛入库流程(如图3)

图3:码垛入库流程
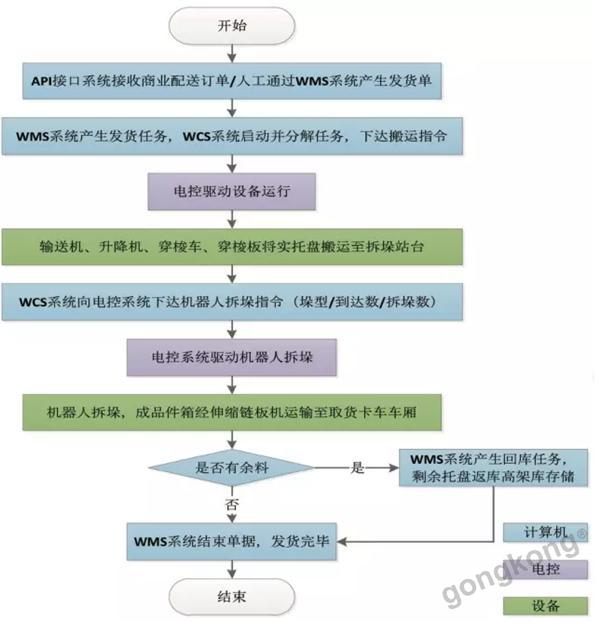
(2)拆垛出库流程(如图4)
二、计算机信息系统
1.系统架构
计算机信息系统是以物料仓储、供应服务、衔接生产、集中管理、信息全线跟踪为核心的在线物料管理系统,它集物流保障管理、物料管理、仓储管理于一身,是管理、调度的信息中枢。物流信息系统担负了在线物料过程管理,通过向调度系统下达调度指令,保障了物料存储管理、生产前储备。向上可与企业ERP、MES、商业配送等管理系统连接,同时衔接物流调度管理,保证了信息的上传下达。
计算机信息系统集物料管理、物流供应、仓储管理于一身,实现物料收、发、储存管理,物流信息系统按照体系架构及应用部署,可以分为数据接口层、信息管理层、调度监控层、应用服务层等四个层次。
行业标准化 + 定制化 = 产品库组装 + 定制化开发 = 计算机信息系统解决方案,如图5。

图5:信息系统解决方案组成成分
(1)数据接口层API
负责从ERP、MES、商业配送系统等获取物料基础信息、出入库计划、销售发货单等信息,并为企业信息管理系统实时反馈库存、出入库单据信息等,实现承上启下的业务管理功能,实现全厂各个信息系统之间系统集成、接口兼容、互联互通和资源共享。
(2)信息管理层WMS
主要通过仓库管理模块实现物流信息管理层的功能,对采集的信息进行归类、整理和综合分析,以实现仓库的管理。提供货区货位管理、出入库管理、产品基础信息管理、收发货管理、库存管理、抽检管理、盘点管理、质量管理、综合报表等业务处理。仓库管理模块对物料进行全面的信息化管理,及时准确地反映物料的收发情况、库存状态、储备状况,为企业生产及销售提供智能辅助决策分析。
(3)调度监控层WCS
接收并分解物流管理层的任务,通过设备子系统接口协议下达至具体的设备执行层,对物流过程进行统一的调度,并对各个物流环节、现场设备、流程参数及工艺点进行监视和控制。系统设计集成不同厂家、不同类型的物流设备,完成综合调度、集中控制、状态监视、异常报警、日志记录等功能。
(4)应用服务层ServiceApp
在物流项目中,物流载体通常使用条形码或电子标签以唯一标志及识读,掌上电脑PDA因可以扫描一维码、二维码及读写RFID芯片而备受欢迎。现在PDA主要有WinCe、Windows、安卓系统等,APP在各种系统平台之间不能够通用。ServiceApp应用服务具有跨平台的通用性特征,通过提供相应的WebForm界面,并发布至应用服务器的IIS,PDA、计算机、平板电脑及手机(安卓或IOS)均可通过IE浏览器访问相应页面,以完成组盘入库、出库分拣等人机交互业务,也可遥控和指挥穿梭子母车完成货物移载、设备启停等动作。ServiceApp应用服务层的页面展示如图6。

图6:ServiceApp应用服务页面
2.网络拓扑结构
典型穿梭子母车密集库自动化物流系统的网络拓扑结构图如图7。从上至下分为计算机信息系统、电控系统、设备执行子系统,可适用食品加工、医药、机械制造及烟草等多个行业。

图7:穿梭子母车密集库网络拓扑结构
3.密集仓库的存取策略
(1)入库策略
子母车立体库在分配入库巷道时通常结合智能分区策略,如根据物料的ABC分类、实托盘垛形(整盘/散盘)等进行分区或分层存储,同时使用了移入就近原则。入库巷道确定后则采用补满原则,即巷道内的货位采用驶入式分配策略。
(2)出库策略
子母车立体库在分配出库巷道时通常采用物料先进先出、移出就近等多种原则进行综合平衡处理。出库巷道确定后则采用排空原则,结合物流规划设计,实施巷道内先进先出、先进后出等策略。
(3)移库策略
不用经过输送机即可实现库区内的倒库,通过移库策略完成个性化的出入库要求,是密集库的一大亮点。通过穿梭板、穿梭车、升降机的组合作业,可以灵活的在密集库各个库区、楼层及巷道之间移库,便于业主方对仓库灵活管理及物资调配。
(4)理货策略
密集库巷道出库一段时间后,常出现前半段空闲,货物积压在后半段,导致出库时穿梭板行走距离较长的情况。通过对信息软件、电控系统、物流设备的有机结合,采用理货功能即可调度穿梭板将巷道后端的托盘整体顺序地转移到出库取货前端,以提高物流效率和出库能力。对于队列式巷道,理货功能还能确保后端储位空间得以释放,保障入库分配,提高储位利用率。
4.食品加工行业特色业务
(1)物料属性
物料可分为大类和小类。大类指容器、成品、辅料、备件等,小类包括纯茶油、调和油、餐饮油、赠品油等,通过物料大类和物料小类的相互结合,可以提高物料分类的细粒度,确保高效全面地对物料进行分类和管理,便于物料查询及维护等。除包括传统项目的编码、名称、规格等属性,还有垛型属性,用于针对不同的品牌区分垛型,下达机器人拆码垛信息时,垛型信息来自于该物料属性。
(2)质量管理
在食品制造行业,质量管理是日常工作的重中之重。实托盘入库后其质量状态自动设置为待检,经人工检验完毕后,视检测结果批量修改为合格或不合格。待检及不合格的成品,均不能够发货出库。
(3)组盘管理
为了保证各个牌号的实托盘垛型规范标准统一,采用机器人进行码垛。当成品件箱经过品牌码阅读器时,电控系统读取成品品牌码及件箱唯一码,当成品品牌码发生变化时向计算机系统上报新的成品品牌码,计算机系统接收后自动下达机器人码垛指令以进行入库品牌切换,指令内容包括品牌码、堆叠垛型、满托数量等。
机器人码垛完毕入库申请时,电控系统将之前扫码读取到的成品件箱唯一码上报至计算机系统,计算机系统保存该入库实托盘的每一个成品件箱唯一码,以保证信息系统对货品的全过程跟踪及追溯。
(4)拆垛管理
为了与伸缩链板机有效桥接,降低人力成本,提高自动化程度,通过机器人对出库实托盘进行拆垛,当托盘抵达拆垛站台时,计算机系统下达拆垛指令,指令内容包括堆叠垛型、到达数量、拆垛数量。机器人成功接受指令后,自动对成品实托盘拆垛,拆垛后的成品件箱直接卸载到伸缩链板机。
(5)生产与销售平衡管理
保证合理的库存数量,提高物流立体库的利用效率,避免库存超储或库存不足,是食品加工行业成品物流系统的一项重要工作。若生产入库量大于销售出库量,则会导致库存超储,反之则将造成库存不足。仓库管理系统WMS所提供的库存预警统计功能,可以让库管员实时监控的各种货品的整体库存情况。
采用仓库管理系统WMS的智能辅助决策分析模块,结合实际库存量/合理库存量、立库空闲储位、生产工单、商业销售订单、物流能力等进行统计分析和数据挖掘,最终提供最为合理的出入库计划。通过数据接口系统API,在入库环节与MES信息集成,在出库环节与ERP或商业配送系统集成,以配合指导生产作业及销售运营,最终保证生产入库与销售出库的数量平衡。
结合该项目的物流规划设计,生产与销售平衡管理还可以保证成品发货时机器人拆垛所产生的空托盘直接从出库端转移至入库端,供机器人码垛入库使用,有效避免了空托盘在库内及输送线上多次反复搬运,大幅度提高了物流效率,节能环保。




 投诉建议
投诉建议
提交

新大陆自动识别精彩亮相2024华南国际工业博览会

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!