


阿尔法AS600驱动在直进式拉丝机上的应用
一.设备简介
直进式拉丝机是由多个拉拔头组成的连续生产设备,通过逐级拉拔,一次性地把钢丝、铜丝等冷拉到所需的规格,并将成品线材收卷,工作效率高,设备占地面积小。直进式拉丝机主要由前端放线设备、拉丝模、电动机以及卷筒共同组成的拉丝设备,排线设备将金属丝引入第一道拉丝模,然后缠绕进第一道卷筒,金属丝在进入到第二道卷筒之前有张力臂调节保持张力恒定,之后再进入第二道拉丝模和第二道拉拔卷筒。依此类推,金属丝经过四道拉拔后进入排线和收线设备,最后,拉拔后的细丝进入到工字轮收线后就完成了整个工艺流程。
金属丝通过多台电机协调工作同时对金属丝进行拉拔,金属丝在前一卷筒上缠绕几圈后,直接进入下一拉丝模并缠绕在下一卷筒上,中间不通过任何过线导轮,不允许金属丝在各道次模具之间打滑,因此对电动机的同步性及动态响应的快速性有更高的要求,是拉丝机中最难控制的一种。

二.方案说明
1. 拉丝主机:选用阿尔法AS600 驱动器和ASMA 感应伺服电机一套,电流矢量控制,低频高转矩输出,低速穿模速度平稳,可1rpm(0.03Hz)输出高转矩,启动停机过程平滑,高速运行稳定。
2. N 机拉丝从机:选用阿尔法AS600 驱动器和ASMA 伺服电机N 套,张力闭环控制,逐级跟踪运行,电流矢量控制,低频高转矩输出,可在1rpm(0.03Hz)平稳运行。
3. 收卷机:选用阿尔法AS600 驱动器和ASMA 伺服电机一套,速度闭环模式下恒张力控制,跟踪拉丝机输出线速度恒张力运行,内置制动单元和断线保护功能,根据电机功率加装制动电阻
4. AS600 具有应用宏,基本不用重新设定参数,调试简便。
5. PLC 作为系统控制单元,控制各拉丝拔头的启动、停机、点动、跳卷极其它相应逻辑关系,各个部分的张力反馈信号直接反馈到驱动器,由驱动器自身作PID 闭环张力控制。
6. HMI 作为工艺参数设定和运行监控。
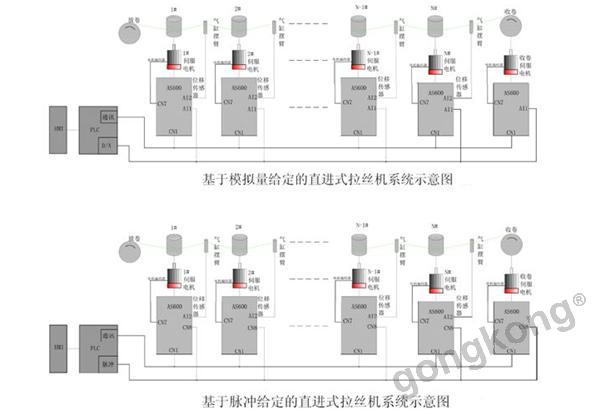
根据主给定的方式不同,又可以分为模拟量和脉冲两种模式。
三.方案特点
1.可使用模拟量同步,也可使用通讯同步或脉冲同步。
2.采用阿尔法AS600 伺服驱动及ASMA 系列电机,低频转矩大1rpm 输出180%力矩,无转速死区,低速1rpm(0.03Hz)额定转矩平稳输出,穿模、试机没有材料损耗。
3.三倍恒功率区调试,6000rpm 稳定输出恒功率,机械设备科做更高线速度运行。
4.主速度由脉冲给定时, 避免了因此若级联数量较多导致 DA 模块的输出幅值降低引起的无法达到设定的线速度,也避免了使用模拟量发送同步速度时,由于器件参数存在的不一致性,可能各台驱动器检测到的模拟量与实际值会有偏差, 尤其在速度较低的时候, 这会影响同步速度的一致性进而导致易断线。
5.复杂的张力控制全部由驱动器本身完成,PLC 只做逻辑控制和主速度控制,极大地减少了PLC 程序和系统硬件的开发难度。
6.系统结构更简洁,相互关联度低,操作、维护更方便,同时,控制效果更佳,设备运行更稳定。
7.减少了很多A/D、D/A 模块,对PLC 的性能指标要求低,是优化的低成本方案。
8.张力平衡杆在下限位、中间位或上限位,都可开机运行。自动跟踪拉丝线速度,张力平衡杆基本维持在中点位置,摆动幅度小。
9.松线跟随启动,大大有效减少丝线脱槽概率,并能有效减少磨丝现象。
10.准确的断线报警功能,防止断线后设备继续运行,减少乱丝出现。




 投诉建议
投诉建议
提交

新大陆自动识别精彩亮相2024华南国际工业博览会

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!