


数控车床梯形螺纹切削方法及编程指令解析
梯形螺纹加工是车削加工中一项基本技术,但由于数控车床的加工方式,特别是经济型数控车床在加工梯形螺纹中的局限较多,因此,梯形螺纹的编程及加工都成为了难加工技术。本文中主要研究了在GSK980T数控系统中如何进行梯形螺纹编程、加工及精度控制。
一、梯形螺纹的切削方法
车削加工梯形螺纹的切削方法有很多,一般有单刀完成和多刀完成两种。
1、单刀完成:这种方法对于螺距小于4mm的梯形螺纹可行,当螺距大于4mm后由于切削力和刀具磨损的影响,单刀完成则效果不好。具体方法有以下几种:
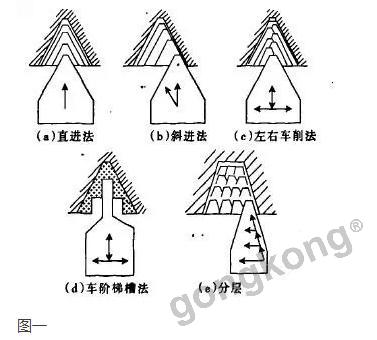
直进法:如图一a所示,刀具采用与牙型槽等宽的尺寸,加工时只做横向进刀。这种方法在加工加工梯形螺纹时,螺纹的牙型精度较高,但由于三刀刃均参与切削,切削力过大容易导致加工变形,只在小螺距螺纹加工时采用。
斜进法:如图一b所示,刀具采用与牙型槽等宽的尺寸,加工中刀具纵向和横向做复合进刀。这种方法在加工中刀具只有两面刀刃受力,可适当减小切削力,
但由于两刃切削,刀具的磨损程度不同,加工中易出现刀尖角发生变化,而造成牙型精度较差。这种方式只在梯形螺纹粗加工或螺纹精度不高时采用。
左右切削法:如图一c所示,刀具采用与牙型槽等宽的尺寸,更多数控知识微信搜索公众号“数控编程教学”免费领取教程,加工中刀具纵向双向及横向做复合进刀。这种方式加工刀具受力情况与斜进法相似,较易加工出梯形螺纹。但该方式要求刀具纵向左右两侧移动结合横向进刀,对操作者技术要求较高,需多次操作后才能熟练掌握。
2、多刀组合法:一般梯形螺纹加工均采用这种方式。组合方式很多,如单刀加工中的三种只做为粗加工,留一定余量后再采用精加工刀具完成加工。再如图一d所示,这也是多刀组合中的一种,先用小切刀切直槽再用与牙型等宽的螺纹刀具加工。
二、螺纹编程指令
在GSK980T数控系统中,提供了三个加工螺纹的编程指令,分别是逐段加工螺纹指令G32、螺纹加工循环指令G92、复合循环指令G76。三个指令加工螺纹编程上有不同,进刀方式上也有不同,所造成的加工误差也不同。在编程中应仔细分析、合理选用,以加工出合格的工件。
1、逐段加工螺纹指令G32,格式如下:
G32 X(U) Z(W)F
使用本指令编程每次螺纹加工路径都至少需要4个程序段,如果螺纹加工使用斜线退出,每次走刀需要5个程序段。这种方法的缺点是程序过长、难以编辑、错误多并减小控制系统的存储能力。但这种方法也有一定的优点,程序员可以绝对控制螺纹的编程过程,这种控制中有了手的介入,从而可以螺纹加工中应用一些特殊的技巧,例如用比螺纹本身小得多的螺纹刀加工螺纹或使用圆头切槽刀加工大螺距螺纹。
2、螺纹加工循环指令G92,格式如下:
G92 X(U) Z(W)F
使用本指令主要优点是避免了重复数据,一条程序段,就能完成螺纹加工的定位、车削以及退刀,使程序更容易编辑,同时它还有螺纹收尾功能,不开退刀槽,也能实现车削螺纹的退刀。G32与G92一样均为直进式切削方法,在切削螺距较大的螺纹时,由于切削深度较大,刀刃磨损较快,从而是造成螺纹中径误差,但是其加工的牙形精度高,一般多用于小螺距螺纹加工。
3、复合循环指令G76,格式如下:
G76 P(m) (r) (a) Q(Δdmin) R(d);
G76 X(u) Z(w) R(i) P(k) Q(Δd) F(L);
说明:
m:精加工重复次数:
r:倒角宽度:
a:刀尖角度:
ΔDmin:最小切削深度,当每次切削深度(Δd ·n1/2-Δd·(n-1)1/2)小于Δdmin时,切削深度限制在这个值上;
D:精加工余量;
I:螺纹部分的半径差,若I=0,为直螺纹切削方式;
k:螺纹牙高;
Δd:第一次切削的切削深度;
L:螺距。
本指令的加工中的参数的功能十分强大,只需给定螺纹的最终尺寸,螺纹加工中的进刀部分全部由计算机控制。并且任何数目的螺纹加工都只占程序的很少部分,在机床上修改程序也会更快更容易。在GSK980T中,进刀方式为侧面斜进法,这种方式在大螺距的粗加工中比较适用。
综合三种加工指令的特点,在加工梯形螺纹时,使用G76指令不便于控制切削深度,还会增大刀具与工件的接触面,一般不采用;如果单用G92指令,程序量也十分大,即使采用子程序也不能较大地缩短程序量;因此,采用G32指令是最好的选择,并且可以充分发挥子程序的强大功用。




 投诉建议
投诉建议
提交

新大陆自动识别精彩亮相2024华南国际工业博览会

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!