


基于仿真切削参数的正交试验设计及优化
高精度多工位机床的关键核心部件包括转动圆盘、上下动力头座,俗称“三明治”机构。如图1所示,转动圆盘是机床的分度回转工作台,台面上安装有夹具和工件;上下动力头座分别位于转动圆盘的上下两侧,起到支撑动力头的作用。

如图2所示,“三明治”机构零件属于精密多孔盘类结构件,外沿孔径的尺寸精度要求在±5μm,圆度精度要求在8μm。因此,零件孔的制造精度要求格外严格,台面上孔的加工量占整个零件加工量的一半以上。现以转动圆盘孔的加工为例,对其工艺参数的选择进行分析研究。

Deform―3D是一套基于工艺模拟系统的有限元仿真软件,其强大的模拟引擎,能够分析金属成形过程中多个关联对象耦合作用的大变形和热特性。与传统的直接试验法相比,使用软件仿真费用低、耗时短,在考虑多因素时其优势尤为显著。因此,本文以Deform―3D软件为平台,针对转盘镗孔过程进行模拟仿真,并通过正交试验得出最优化切削参数组合。
1. Deform―3D有限元仿真平台
(1)建立有限元模型。由于Deform―3D分析软件不具备三维造型功能,所以本文选择在Solidworks软件中建立模型。在Solidworks中建立的镗刀装配模型如图3所示,其中镗刀前角γ0=8°,后角α0=10°,刀尖圆弧半径rε=0.2mm。模型文档另存为STL文件格式,并在选项中选择“在单一文件”保存装配体的所有零件。进入Deform-3D软件中Machining模块后,导入预先构造的刀具模型,刀具材料选择硬质合金WC。设定工件尺寸,材料选用QT700―2。

(2)模型的网格划分。划分网格时首先要考虑网格数量,数量越多划分的越细密,分析精度越高,但计算规模也将成倍增加。在本试验中,刀具网格类型为相对网格类型,其单元总数为15 000个,Size Radio为4,工件网格类型为绝对网格类型,网格最小尺寸为0.01 mm,其单元总数为26 357个。

(3)模拟参数设置。模拟过程中,模拟计算步长的确定是十分重要的。对于几何形状简单,边角无流变或其它局部严重变形的问题,步长可选用模型中较小单元边长的1/3。本实验设置仿真总步数为5000,步数增量设为25,切削终止角度65°。刀具磨损模型选用适合于金属切削的Usui′s模型,系数a为0.000000 1,b为855。最后检查仿真的各项参数设置是否正确,生成数据库,开始运行仿真。
2.镗孔切削的正交试验仿真
正交试验是研究多因素、多水平试验的主要方法,它是根据正交性原则从所有试验点中挑选部分有代表性的点进行试验,从中寻找出一组最佳的水平组合。
(1)试验方案设计。首先确定影响镗刀切削性能的主要因素为:A——切削速度(m/min);B——进给量(mm/r);C——切削深度(mm)。
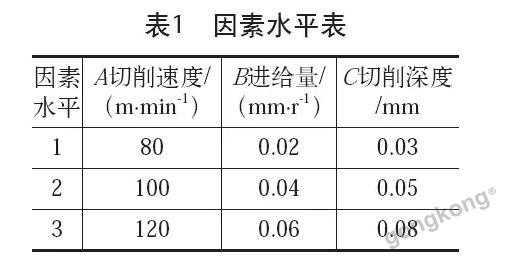
通过理论参考资料和生产实践确定3个因素的变化范围:A(v)为80~120m/min;B(vf)为0.02~0.06mm/r;C(vp)为0.03~0.08mm。设计每个因素取3个水平,得到正交试验的3因素(A、B、C)与3水平(1、2、3)表(见表1)。
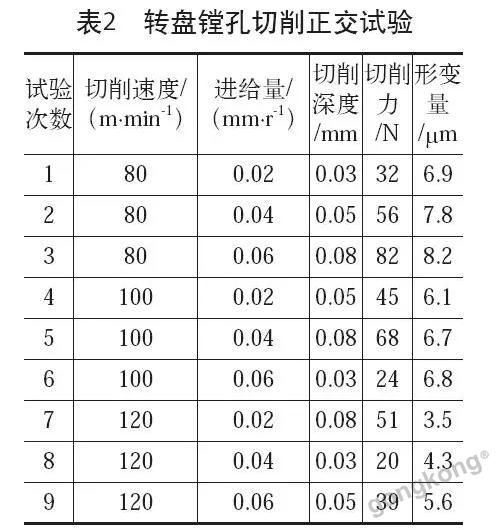
(2)试验结果与分析。切削参数因素水平表设计完成之后,基于已有刀具和工件有限元模型进行表2中的切削正交试验,试验评价指标为切削力和转盘形变量,并按照各组试验顺序记录试验结果,对结果进行整理计算。
在正交试验表2中,各个参数下评价指标的均值如表3、表4所示。其中,k1代表“水平1”的指标均值;k2代表“水平2”的指标均值;k3代表“水平3”的指标均值;极差R代表不同水平时各因素评价指标均值的极差,其大小代表了该因素的水平变化时评价指标的变化幅度。
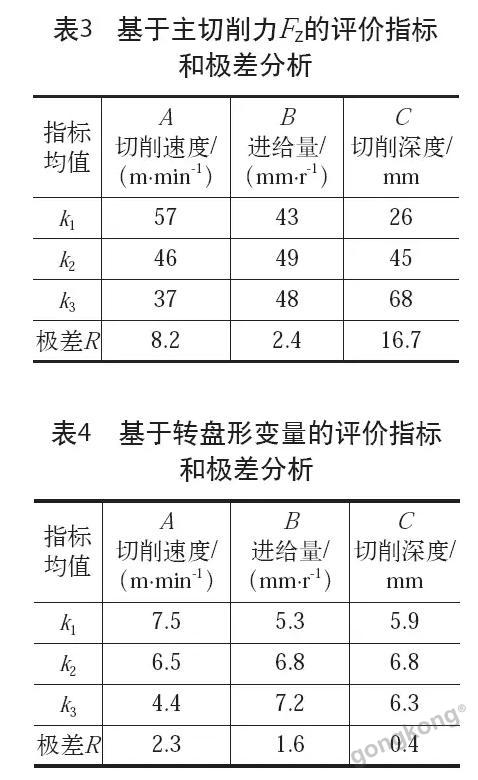
由表3中各因素的极差可以看到,基于主切削力FZ的极差由大到小的排列为:C、A、B;即对评价指标影响程度由大到小的因素分别为:切削深度、切削速度及进给量。基于主切削力FZ最小,作为优化目的,正交试验方案的较优组合为A3B2C1,即切削速度v=120mm/min,进给量vf=0.04mm/r,切削深度vp=0.03mm。
由表4中各因素的极差可以看到,基于转盘形变量的极差由大到小的排列为:A、B、C;即对评价指标影响程度由大到小的因素分别为:切削速度、进给量及切削深度。基于转盘形变量最小作为优化目的,正交试验方案的较优组合为A3B1C3,即切削速度v=120mm/min,进给量vf=0.04mm/r,切削深度vp=0.03mm。
在精密镗孔切削时,工件受切削力影响会产生很强的塑性变形应力场和温度场,从而导致工件发生形变。因此,以切削力和形变量作为评价指标来衡量切削参数优劣时,切削力比形变量更具有参考价值。因此,综合从切削力和形变量两方面考虑,并结合实际生产经验,正交试验的最优组合为A3B1C1,即切削速度v=120m/min,进给量vf=0.02mm/r,切削深度vp=0.03mm。
3. 试验验证
该转盘零件的镗孔工艺主要在双坐标镗床上完成,加工后的零件如图5所示。经三坐标测量机检测,转动圆盘的关键孔位尺寸φ25mm、形状精度测量结果如图6、图7所示。
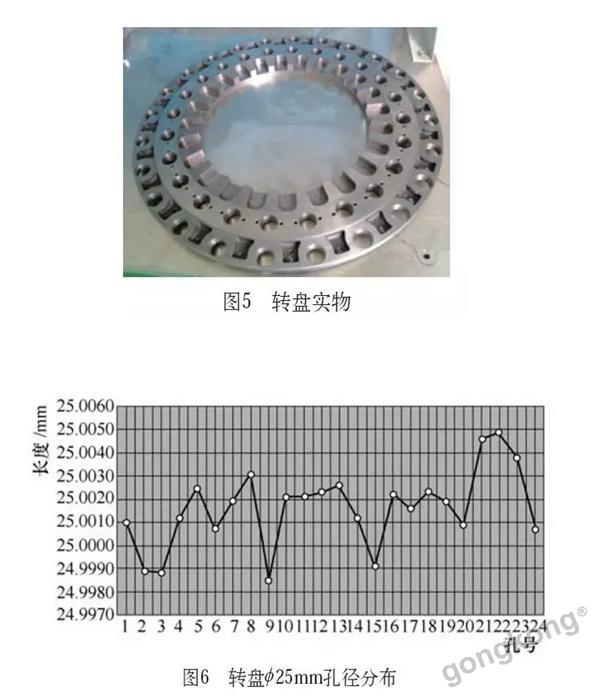
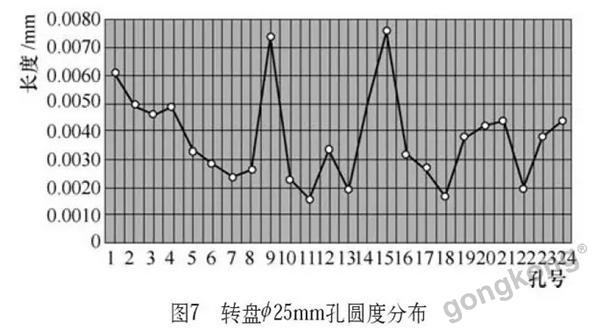
在图6中,孔径的误差主要集中在后半程的第22、23孔加工,未满足孔径φ25mm的要求。这有可能是因为随着加工的进行,刀具受热磨损所引起的误差。在图7中,孔的圆度精度要求小于0.005mm,有3个孔没有达到精度要求,其中第9和15孔的误差比较异常。这很可能是因为零件在加工后进行测量时,由于操作人员、测量机及主客观(温度、接触力)等偶然因素直接影响了测量结果,因此应排除这两个孔的误差。
4. 结语
本文基于Deform-3D建立了镗孔过程中的三维有限元模型,根据不同切削参数模拟获得了一系列的切削力、应变数值,并利用正交试验得出了最优切削参数组合,最后对转盘零件进行实际加工,结果也进一步验证了切削参数的合理性。与传统加工方法相比,这种方法节省了工艺试验材料和费用,缩短了产品开发周期,为今后类似精密零件的切削加工提供了一定的借鉴。




 投诉建议
投诉建议
提交

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!

国家重大装备企业齐聚高交会 中国科技第一展11月深圳举行