


五轴铣床的检测方法
五轴铣床一般是比三轴铣床多两个旋转轴。首先,要对三个直线轴进行检测;其次,是针对两个旋转轴的检测;最后,要对五轴联动性能进行检测。
一、三个直线轴的检测
方法和三轴铣床一样,所以这里不做叙述。
二、两个旋转轴的检测
因为旋转轴的各项精度对五轴加工精度的影响远远大于三个直线轴精度的影响,所以对五轴铣床的检测重点是两个旋转轴的精度。
旋转轴的精度包括两个方面:一方面是旋转轴运动的精度,主要要检测每个旋转轴的重复定位精度;另一方面是两个旋转轴相互之间的关系,主要检测两个旋转轴轴线和主轴轴线之间空间几何关系是否正确。
(一)测量旋转轴的重复定位精度
方法和直线轴测量方法类似:对于转台类型的旋转轴,在转台上固定一个方块,用千分表接触方块的表面,旋转转台一定角度,再反向旋转转台同样多角度,回到原位,观察两次表针接触方块表面时的表读数是否一致,误差多少(如图1);对于摆头类型的旋转轴,在主轴上装上检测用芯棒,用千分表指针接触芯棒来检测(如图2)。
图1 测量转台的重复定位精度
 图1 测量转台的重复定位精度
图1 测量转台的重复定位精度
图2 测量摆头的重复定位精度
(二)测定两个旋转轴和主轴之间的空间几何关系
这项需要按照五轴铣床的类型分为三种情况:
1.双转台结构的五轴铣床
图3为一个双转台结构的示意图,在图中标出了两个旋转轴的轴线,这两根轴线应该如图中那样相交于一点。如果这两个旋转轴的轴线不相交,则要测定出两个轴线的偏心距离。

图3 双转台结构示意图
测定方法如下:先将C轴转台校正,使C轴转台平行于XY平面(方法略);再如图4所示,分别旋转B轴+90°和-90°,测量两个方位下B轴转台侧面最高点的高度差。如果高差为零,则双转台的空间几何关系符合理想情况,如果高差不为零,则B、C轴的偏心量为此高差的二分之一。

图4 双转台轴线偏心量测定
2.转台和单摆头结构的五轴铣床
图5为单摆头结构的示意图,图中标出了B轴的轴线和主轴的轴线,这两个轴线应该相交于一点,如果它们不相交,需要测定出它们的距离,即主轴和摆动轴B轴的偏心量。

图5 转台和摆头铣床摆头部分结构示意图
测定方法如下:先在主轴上装上检测用芯棒,校正B轴,使芯棒(主轴轴线)垂直于XY平面(方法略);再如图6中所示,分别旋转B轴+90°和-90°,测量两个方位下芯棒侧面最低点的高差。如果高差为零,则摆头和主轴间的空间几何关系符合理想情况,如果高差不为零,则主轴和B轴的偏心量为此高差的二分之一。

图6 摆头和主轴偏心量测定
3.双摆头结构的五轴铣床
图7为双摆头结构示意图,图中标出了主轴轴线、B轴轴线和C轴轴线。理想情况下,主轴轴线和C轴轴线应该重合,B轴轴线和它们相交。如果这三个轴线不符合这种理想情况,需要测定出它们之间的偏心量。

图7 双摆头结构示意图
首先,测定B轴和主轴的偏心量,方法和单摆头铣床的测定方法一样。
然后,测定C轴和主轴的偏心量,方法如下:如图8左边所示,在工作台上固定一个标准圆柱型,将千分表表座固定在C轴上,表针接触圆柱形侧面,调整机床XY轴的位置,使得C轴旋转时千分表读数不变,这样C轴轴线就和圆柱形的中心重合了,将这个位置机床的X、Y坐标值记录下来;如图8右边所示,先转动B轴,使主轴轴线垂直于工作台(XY平面),再在主轴上装上检棒,将表座固定在检棒上(主轴上),表针接触圆柱形侧面,调整机床XY轴的位置,使得检棒旋转时千分表读数不变,这样主轴轴线就和圆柱形中心重合了,将这时机床的X、Y坐标值同刚刚记录下来的坐标值比较,差值就是C轴轴线和主轴轴线的X、Y偏心量。

图8 双摆头铣床C轴和主轴偏心测定
综上所述,双转台铣床的B轴、C轴是结合为一体的双转台,要测定出B、C轴的偏心量;转台和单摆头铣床的B轴和主轴结合为一体,要测定出B轴和主轴的偏心量;双摆头铣床的B轴、C轴和主轴是结合为一体的双摆头,需要测定出B轴和主轴、C轴和主轴的偏心量。
三、五轴联动性能的检测
五轴联动性能的检测不需要按照五轴铣床的类型来分类。
五轴联动性能的检测的目的有两个:一是检测对五轴铣床几个轴之间空间几何关系测定的准确性,二是检测机床数控系统对五轴空间几何关系的补偿功能。
五轴联动性能的检测不能通过直接测量来检测,而是通过加工一些标准形状,再测量加工出形状的误差来检测的:
(一)直线
在一个平面上加工一条直线,加工时要求刀轴连续变化,图9中所示就是一种5轴加工直线的刀路,可以尝试用多种刀轴控制方法来加工。加工用材料可以选择较易加工的非金属材料或者有色金属,刀具用球刀。加工好以后,观察直线是否弯曲,如果明显弯曲,则需要重新检测机床各项精度,特别是重新测定两旋转轴和主轴间的偏心关系是否正确。

图9 变刀轴加工直线刀路
(二)平面
用球刀精加工一个平面,将这个平面分为多段,分别用数个不同角度的固定刀轴和连续变化的刀轴来加工,图10中所示为这些加工刀路。加工好以后,测量这个平面上不同段之间的误差,理想情况下这个平面仍然是平的,如果误差过大,则重新测定两旋转轴和主轴间的偏心关系是否正确。

图10 多种刀轴控制方法加工同一个平面
(三)球形
用球刀精加工球形,要超过半球,刀轴垂直于球面加工,分别采用沿经线双向加工和沿纬线螺旋加工的方法各加工一个直径相同的球形,加工刀路如图11所示。加工好之后,测量两个球形的直径,和标准值比较误差。如果有条件,还可以测量两个球形的圆度和标准球形的误差值。
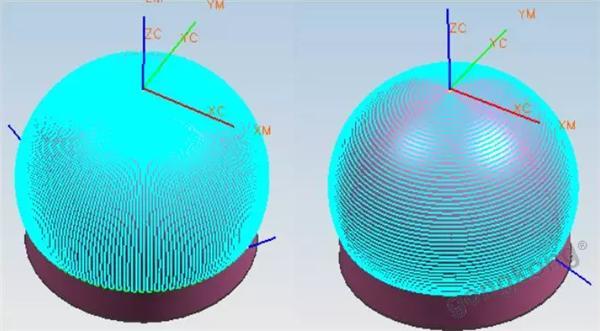
图11 五轴加工球形的两种刀路
以上就是用加工标准形状的方法来检测五轴铣床的五轴联动性能的一种基本方法。
总结如下:
先加工一条直线,初步判断五轴空间几何关系测定的正确性,同时检测数控系统的补偿功能是否生效。这是一维形状的检测,是最基本的要求,在此基础上才能做下面的检测。
再加工一组平面,检测五轴空间几何关系测定的准确性,同时检测数控系统的补偿功能是否设定正确。这是二维形状的检测,比一维形状的检测的要求高一等级,如果检测合格,说明五轴空间几何关系的测定基本准确,同时数控系统基本满足五轴加工的要求。
最后,加工球形,进一步检测五轴空间几何关系测定的准确性,同时检测数控系统的补偿功能是否在三维空间做出了正确的运动补偿。这是三维形状的检测,也是最高等级的要求。如果满足了三维形状加工的要求,就可以说这台五轴铣床完全合格,可以胜任生产加工任务了。




 投诉建议
投诉建议
提交

2025中欧绿色建筑工业化论坛9月北京启幕 全球智慧共推建筑产业“双碳”转型

喜讯!华强电子网荣获“2025年中国产业互联网创新企业”

深入实施“人工智能+”行动 浪潮软件集团看好人工智能+工业质检广阔前景,持续布局线缆行业智能质检

海尔新增2家卓越级智能工厂,总数品类行业双第一

深度剖析格力打破磁悬浮压缩机国外垄断,底气来自对自主创新的坚守!