


制药行业SCADA系统的开发与应用
0 引言
随着德国“工业4.0”[1]概念的提出,智能制造成为全球制造业的研究热点,柔性制造、敏捷制造、数字化车间[2]等先进的制造理念层出不穷。为此,我国制定了以工业化、信息化融合为主线的“中国制造2025”计划”[3],以实现制造业由工业化、自动化向信息化、智能化的转型升级。
数据采集与监控(Supervisory Control And Data Acquisition,SCADA)系统主要用于对现场控制层和采集执行层的现场设备进行数据采集和监视控制,一般应用于管理调度层、网络通信层和集中监控层[4]。该系统通过对生产车间的生产设备和公用工程等生产过程数据进行采集,实现集中监控。同时,把实时数据存储到实时数据库,以便进行历史数据分析与追溯,消除目前存在的信息孤岛现象,使企业决策层、管理人员及操作人员能够及时方便地获取相关信息,为加强生产、工艺质量和设备管理提供技术支持。
1 大输液产品制造车间存在的问题
制药行业具有产品工艺复杂、生产过程数据管控点多、底层自动化水平差别较大等特点。以大输液产品为例,其生产过程中存在以下问题:
(1)缺乏有效的工业环网支持,没有对设备进行网络集成,不能监控设备运行状态,难以实现设备的优化管理;
(2)制药产品工艺要求极高,生产过程参数数值的变化会对产品质量产生较大的影响,造成产品合格率低、废品率高等严重现象;
(3)产品生产过程数据主要通过纸质批次记录作为载体进行管理,依赖于人工收集,工作效率低下;
(4)产品质量管理大多采取事后检验的方式,缺乏对产品生产过程中各个环节数据的实时管控,出现问题不能及时进行调整,影响最终产品质量。
总而言之,现有的管理模式缺乏对药品生产车间设备运行状态、加工环境、产品质量的数字化监控,严重影响大输液产品生产企业实现可视、实时、精细、可追溯的数字化车间的整体建设进程。
2 大输液产品制造车间SCADA系统设计目标及设计原则
2.1 设计目标
(1)项目符合国家食品药品监督管理局的现行GMP[5]及其附录《计算机化系统》的要求;
(2)项目实施遵循ISPE GAMP 5指南,提供整套计算机化系统验证文档;
(3)可实现现场数据采集和存储;
(4)可实现部分设备的远程开/关机控制;
(5)可实现报警记录和报警管理;
(6)用户可定制HMI人机界面;
(7)可实现生产数据的可视化分析;
(8)整合与强化现场作业管理;
(9)具备完善的人员权限管理功能及审计追踪功能;
(10)可实现系统的安全管理和服务器数据的灾难备份;
(11)可实现对MES系统的数据支持及功能扩展。
2.2 设计原则
(1)可靠性原则:保障生产安全稳定运行;
(2)可扩展性原则:适应未来业务发展的需要;
(3)实用性原则:突出实用,确保管理理念和技改目标的达成;
(4)先进性原则:引入先进技术和理念,提升项目整体水平;
(5)集成性原则:生产全覆盖,结合周边系统构建整体集成;
(6)灵活性原则:确保系统良好的适应性,应对业务的持续变化需求;
(7)标准化原则:参照标准应用商品软件建设示范性系统。
3 大输液产品制造车间SCADA系统框架
大输液产品制造车间SCADA系统一般由三部分组成:
(1)为系统提供硬件支撑的硬件设备;
(2)由操作系统、开发平台、数据库系统等构成的系统软件;
(3)SCADA系统功能和应用软件系统。
其系统组成示意如图1所示。
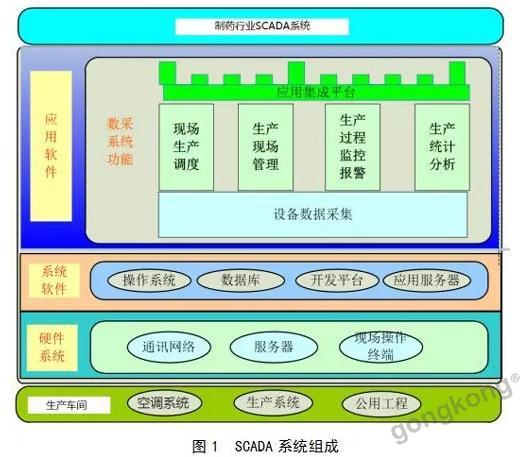
SCADA系统凭借传感器、智能仪表、条码/RFID自动识别器、现场操作终端等实现空调系统、生产系统及公用工程的数据采集,通过工业环网实现生产过程数据的传输,并存储于服务器数据库中。通过应用软件平台集成的功能软件对采集数据进行分析,以实现现场生产调度、生产现场管理、生产过程监控报警、生产统计分析功能。通过SCADA系统实现生产过程监控以及制造资源的互联互通,为MES系统设备管理、进度管理、质量管理等功能模块提供数据支撑。
4 大输液产品制造车间SCADA系统功能设计
大输液产品制造车间SCADA系统是一个针对产品生产周期进行多方位监控的系统(面向数字化车间的SCADA系统设计开发),主要通过对设备运行状态、设备运行参数、生产过程环境数据等多项生产过程信息进行实施监测,可以实现对生产设备的简单控制以及生产过程环境控制系统的数据调节功能。
4.1 架构设计
SCADA系统硬件架构设计如图2所示。
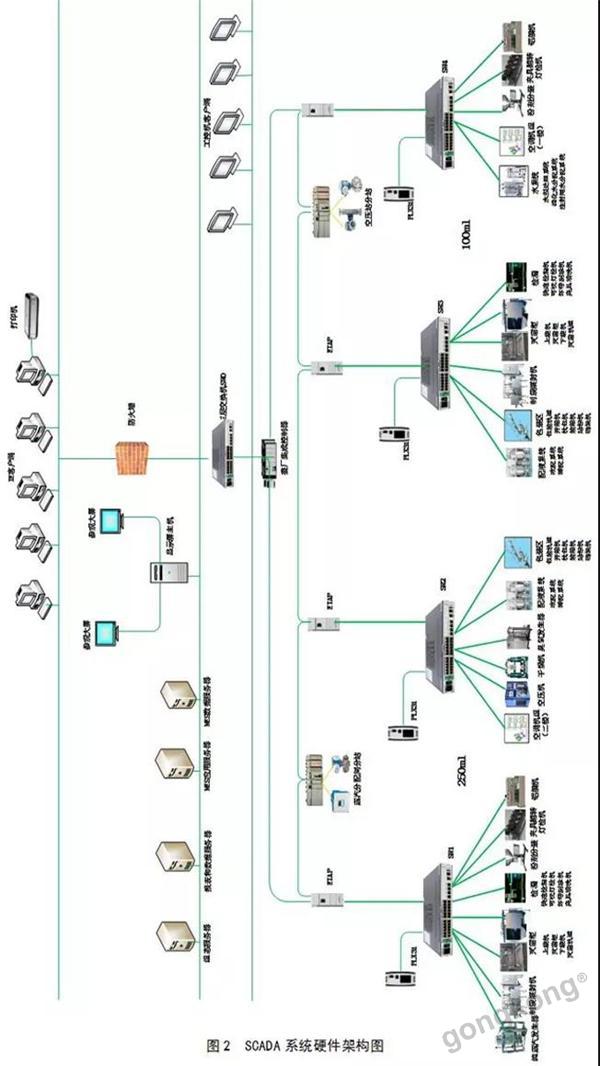
SCADA系统采用局域网设计方式,与外部网络完全隔离。设置SCADA Web应用服务器以实现外部网络人员访问SCADA系统。通过设备层对生产设备运行状态信息、报警信息、生产环境数据信息、物料信息进行采集。物料信息主要通过扫描枪或者RFID识别器进行采集并上传至服务器,其他信息则通过PLC、传感器、工控机等设备进行采集。工控机除了收集生产设备运行状态信息、报警信息、生产环境数据信息、物料信息外,还需要将SCADA系统的控制指令下达给相应生产设备。监控中心安装SCADA监控大屏,管理人员可以通过监控大屏的SCADA客户端实现对车间生产活动的监视,并根据需求对车间生产设备进行远程控制。
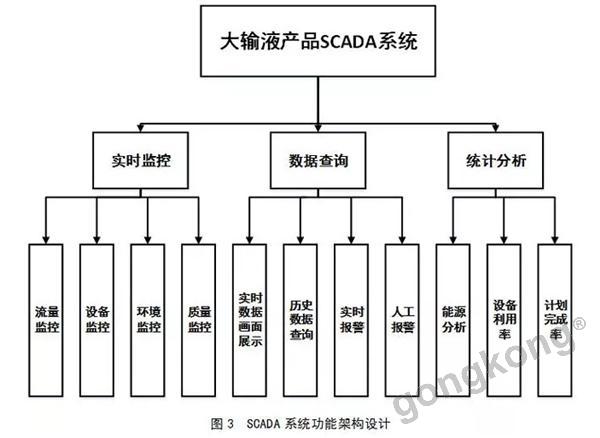
SCADA系统功能架构设计如图3所示。
4.2 模块设计
4.2.1 监控模块
实时监控模块包含流量监控、设备监控、环境监控、质量监控四个子模块。其中,流量监控模块监控各车间电力、水、压缩空气及蒸汽使用情况,用于成本分析;设备监控模块对车间灌装机、灭菌柜、包装机等设备进行实施监测,适时对设备进行远程遥控;环境监控模块对车间当前生产环境参数数据进行监测,追踪车间环境参数的变化情况;质量监控模块根据产品生产过程数据判断当前产品质量是否在正常范围,脱离受控范围则进行预警。
4.2.2 查询模块
数据查询模块包含实时数据画面展示、历史数据查询、实时报警、人工报警四个子模块。其中,实时数据画面展示模块可以快速访问生产设备和公用系统实时的参数运行画面,直观表达生产系统与公用系统的稳定性;历史数据查询模块可以查看浏览实时过程数据,以及历史的数据报表和趋势;实时报警模块可以实时显示当前出现的报警信息,报警内容包含日期、时间、地点、内容描述、确认情况等,报警方式可以通过颜色、闪烁等,根据报警的严重程度可划分报警级别;人工报警模块是指操作人员可借助各岗位操作平台实现消息传递,提交工序段生产及设备异常信息,相关设备维修保养人员可收到提醒并在功能界面查看到报警提示。
4.2.3 统计分析模块
统计分析模块包含能源分析、设备利用率、计划完成率三个子模块。其中,能源分析模块可以根据能源采集信息,对能耗进行统计分析,完成单批次能耗统计;设备利用率模块根据设备运行情况核算设备利用率;计划完成率则根据设备运行数据计算产品完成情况。
5 大输液产品制造车间SCADA系统应用案例
本文利用罗克韦尔SCADA通用平台完成了大输液产品制造车间SCADA系统的开发与应用。用户通过用户名和密码登录系统后进入大输液产品制造车间SCADA监控首页,如图4所示。用户可以查看设备状态、报警信息、环境信息以及统计分析功能,同时提供相应控制系统的远程控制操作。

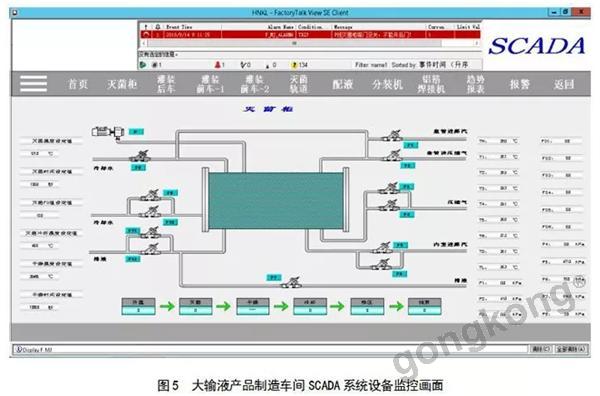
用户根据不同的需求选择不同的设备监控画面,查看当前设备运行情况,如图5所示。
当前实时报警及历史报警信息,如图6所示。

通过不同的功能及其相应的HMI界面,用户可以实现对大输液产品生产制造过程的全方位的数据采集与数据监控。
6 结语
本文通过分析大输液产品制造车间存在的问题,结合大输液产品制造车间SCADA系统的设计目标及设计原则,提出了一套较为完善的SCADA系统框架。在SCADA系统框架内设计了合适的硬件架构方案及合理的软件功能方案,实现了大输液产品生产全过程的数据监控,为MES系统提供了可靠的数据支持。同时,将SCADA系统应用于某制药企业的大输液产品生产车间中,有效提升了该车间的自动化程度和监控管理水平,为传统的药品生产车间向信息化、数字化、智能化车间转型提供了参考与借鉴。
[参考文献]
[1] 孟爱英.网络化数控加工系统现状及发展前景[J].机床与液压,2012,40(5):148-150.
[2] 高玉珍.基于物联网“无人工厂”的研究与探索[J].数字技术与应用,2015(10):218-220.
[3] 周济.智能制造——“中国制造2025”的主攻方向[J].中国机械工程,2015,26(17):2273-2284.
[4] 陈曦,周峰,郝鑫,等.我国SCADA系统发展现状、挑战与建议[J].工业技术创新,2015,2(1):103-114.
[5] 药品生产质量管理规范:卫生部第79号令[A].




 投诉建议
投诉建议
提交

湖南凌翔磁浮项目入选2025年度湖南省重点研发计划!

凌动MTS-磁悬浮输送系统获评2025 A+ Awards汽车智造技术突破创新奖

来,2025华南液冷散热年会 解码搅拌摩擦焊多场景应用

天硕工业级M.2 NVMe SSD固态硬盘浮栅晶体管揭秘数据如何存储

三菱电机FR-D800系列变频器国内发售