


摇篮式五轴加工中心机床精度标定方法解析
摇篮式AC回转工作台五轴加工中心在直角坐标系平移自由度的基础上,工件可以通过回转工作台C绕Z轴旋转C角,通过回转工作台A摆动A角。两旋转轴垂直相交,两个旋转轴的零点偏差以及两个旋转轴回转中心在空间Y、Z两个方向上的偏差值对于五轴联动加工起着至关重要的作用。机床在长期使用过程中,由于加工振动、环境条件、不当操作等因素会造成回转轴零点的变化。
因此,本文介绍一种用于校正回转轴零点和回转轴空间距离等影响机床精度的重要参数的测量和设置方法,并通过试加工圆锥台试件验证该方法的有效性。
1校正A轴零位
本文以双转台五轴机床为研究对象,结构为AC轴正交双转台式(图1),其中C轴转台旋转平面为水平面时的A轴位置为A轴零位。A轴零位的校正方法如下:将千分表吸在主轴上,使表头接触到C轴转台表面,首先沿X轴从左到右打表,以确认转台是否平整,如果千分表读数两点不同,则需要确保转台安装面清洁;然后,沿Y轴从前到后打表,调整A轴角度,使千分表在Y方向前后两点的读数相同,此时C轴的旋转平面校正到了水平位置。将C轴转台调水平后A轴的机床坐标系值输入到数控系统中对应的系统参数。

2校正C轴中心
在校正A轴零位后,进一步找正C转台回转中心,本文采用标准杆来找正C转台回转中心。具体步骤如下:将标准刀安装到机床主轴上;将千分表吸附在工作台上,并压到标准刀具调整表针指零;转动C轴观察表针变化,并微调XY坐标,使得主轴与工作台同心;查看此时机床坐标系中的X和Y坐标值,并记录下来。
由于海德汉系统显示的是机床坐标系,也就是显示相对于原有中心的偏差值。将这个偏差值补偿进系统的参数表MP960.0和MP960.1两个参数中。补偿完毕后按步骤验证C转台中心是否正确。如果验证偏差较小,说明标定的X和Y值已经校准完毕。如图2所示。

3标定A轴与C轴回转中心
标定A轴与C轴回转中心,即需要求出A轴中心和工作台面的距离以及C轴中心与A轴中心的空间距离。标定A轴与C轴回转中心步骤如下:
(1)将标准杆装夹到C轴工作台回转中心,并转动工作台打表保证标准棒与C轴同轴度0.005 mm以内。
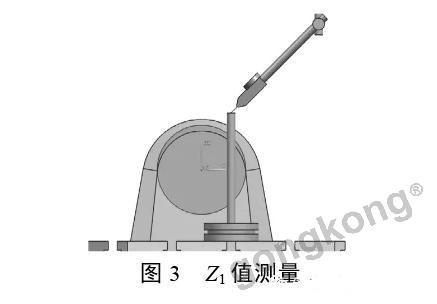
(2)将千分表通过表架吸附在主轴端面,表头朝向标准棒。将表头压在标准棒顶部,表针压到零点,记录此时机床坐标系Z1值(图3)
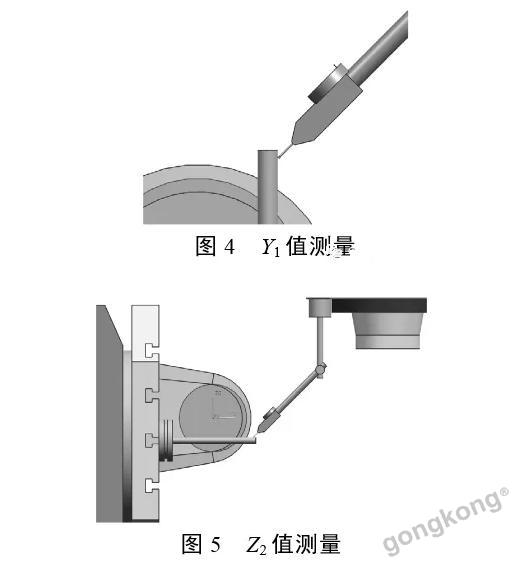
(3)将表头压在标准棒侧边Y向最高点记录此时机床坐标系Y1值,如图4所示。需要注意的是,此刻记录的Y1是标准刀具的Y向侧面值,需要把标准刀的刀具半径计算进去,就是向中心偏移一个半径R1,即Y1'=Y1-R1。
(4)将工作台翻转正90°,也就是(A+90)。将表头压至标准刀顶部侧母线最高点记录此时机床坐标系Z2值,如图5所示。同样地,把标准刀的刀具半径计算进去,就是向中心偏移一个半径R1,即Z2'=Z2-R1。
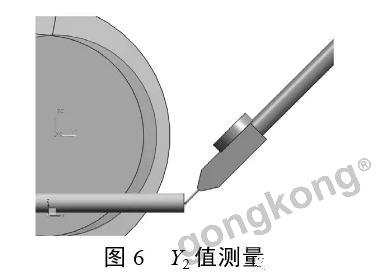
(5)将表头压至标准刀端面,记录此时机床坐标系Y2值,如图6所示。
(6)利用表或者测头打出标准刀端面到工作台面的距离,得出数值Z3。
根据上述测量步骤,得出Z1、Z2'、Y1'、Y2、Z3五个坐标值。记,ΔY=Y1'-Y2、ΔZ=Z1-Z2',以字母C和D分别表示标准杆顶面中心与A轴回转中心在Y、Z方向的偏差值。
则有:
ΔY=C-D (1)
ΔZ=C+D (2)
根据式(1)、(2),可得:
C=(ΔY+ΔZ)/2 (3)
D=(ΔZ-ΔY)/2 (4)
最后,用标准杆端面到工作台面的距离Z3减去标准杆端面和A轴回转中心在Z向距离D得到,Z3-D=E(如果标准杆顶面高于A轴回转中心,应做减法;如果标准杆顶面低于A心,应为加法)。
最终得到的数值C和E,分别表示A轴和C轴回转中心在空间上Y、Z两个方向的偏差值。
对于海德汉系统,将这两个数值输入系统参数MP7530.0和MP7530.1中。
4实验验证
圆锥台试件是世界各国机床制造企业和机床用户检验五轴机床加工精度的重要零件,并被写入我国机械行业标准JB/T 10792.1-2007。圆锥台试件结构如图7所示,该试件具有检测项目多、难度大的特点。加工后检测的项目有圆锥截面的圆度、圆锥侧母线倾斜度等。试件材质为国产硬铝2A12。

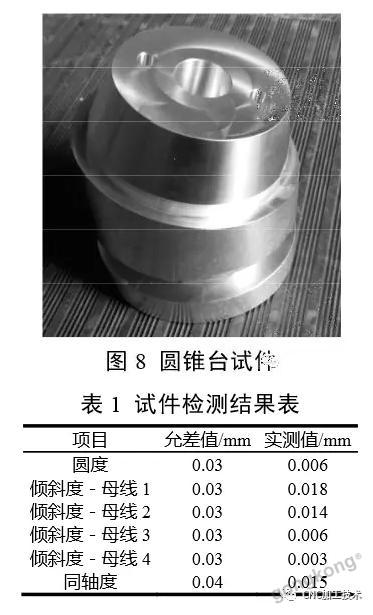
按照上述机床精度标定方法校正双转台五轴机床精度后,并进行圆锥台试件的实际加工,加工过程中机床运转平稳,噪音和振动情况无异常,整个加工过程用时15 min。加工后的试件如图8所示。
加工后用三坐标对试件进行了检测。检测项目有圆锥截面的圆度和圆锥侧母线倾斜度,检测结果如表1所示,所检测的精度全部合格。由此可见,如果用圆锥台零件评价机床的工作精度,那么说明上述校准五轴机床精度的方法是正确有效的。
5结论
通过上述方法标定摇篮式五轴加工中心精度,可以保证A、C轴的精度指标,避免机床在长期使用过程中由于回转轴零位变化造成机床加工精度下降的问题,可有效保证机床精度,实现五轴加工中心高精度的加工目标。




 投诉建议
投诉建议
提交

派拓网络被Forrester评为XDR领域领导者

智能工控,存储强基 | 海康威视带来精彩主题演讲

展会|Lubeworks路博流体供料系统精彩亮相AMTS展会

中国联通首个量子通信产品“量子密信”亮相!

国家重大装备企业齐聚高交会 中国科技第一展11月深圳举行