


四个阶段帮助制造业理清“智造”思路
种一棵树最好的时间是十年前,其次是现在!
针对此次疫情,中小制造业确实也暴露了很多问题,这个是需要我们反思的:与其羡慕别的工厂可以顺利复工,生产不受影响,反而多了一些时代机遇,不如从现在开始就布局起来,至少在下次危机来临之前,你能从容应对。
在疫情之前,无论工厂管理的好与坏,大家都有活干;出成品晚个几天都没什么太大影响。就拿此次疫情来说,一定是快速响应,缩短生产工序停留时间的工厂,更能抓住市场。 等疫情过去了,你也就没啥机会了。可能有人会说,我照常生产不就好了;当有些管理好的企业经过这次疫情之后,发现自身完全可以在短时间内快速的生产,且能定期交货,相信你的客户很快也就成为别人的客户了。
做信息化呢,可能刚开始的影响是微不足道的,但是随着时间的推移,信息化对企业的影响就像滚雪球一样,越来越大,越来越多。
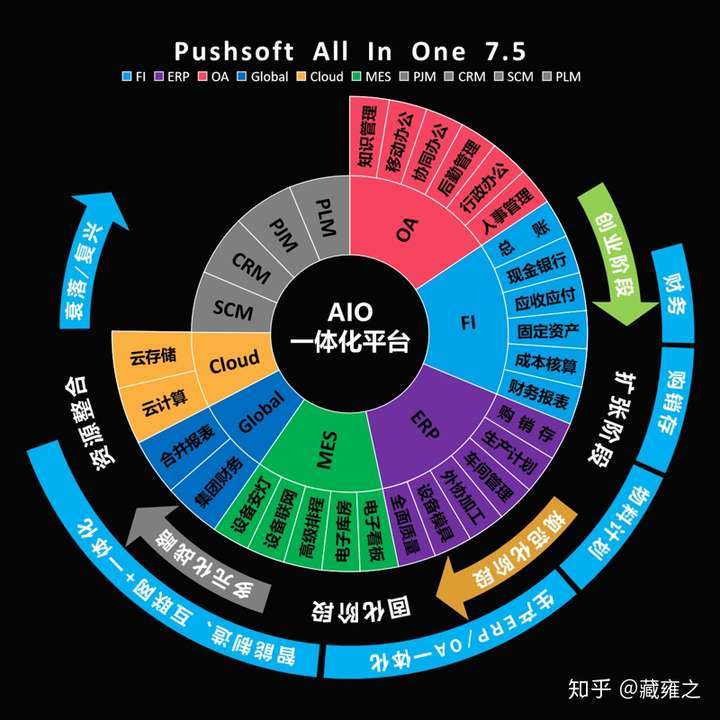
一体化智能工厂规划
大多数企业老板其实是有先见的,也想通过一系列信息化手段,转型数字化和智能化,但鉴于对信息化认识不深刻,没有专业人才,也不知道该如何规划。
针对这种情况,我们提出了一体化智能工厂规划,大概分为四个阶段,目的是帮助企业理清上信息化的思路,清楚的知道怎么一步步实现智能工厂。
一体化软件为载体
智能工厂规划四阶段

当然第一阶段和第二,第三,第四阶段并不是迭代的关系。只是先帮大家做一个比较普遍的,标准的推进过程,如果你工厂目前处于第二阶段,想要实现第四阶段的某些功能,完全可以,毕竟我们在第一阶段就已经帮客户将底层功能模块全部打通了。
当然也并不是所有企业都必须要达到第四阶段才是完美的。主要看你们这个行业是否需要,如果你已经在面对一个“产能过剩+信息透明”的市场,那你必须得往智能制造方向努力,如果你原本的市场没有到这个阶段,那你就在2.0或者3.0,甚至是1.0就是最佳状态了。
第一阶段
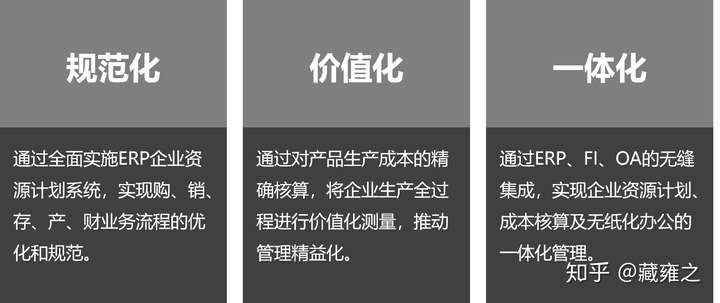
1、流程规范化

2、成本核算

3、一体化应用

这个是企业在迈向智能工厂的道路上必须要打好的信息化基础。只有把这个基础打好,才有后面的数字化和智能化。
第二阶段
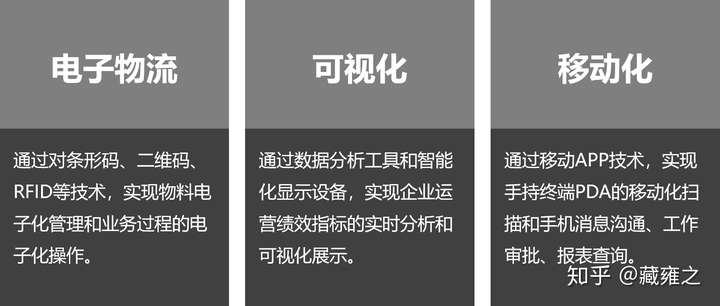
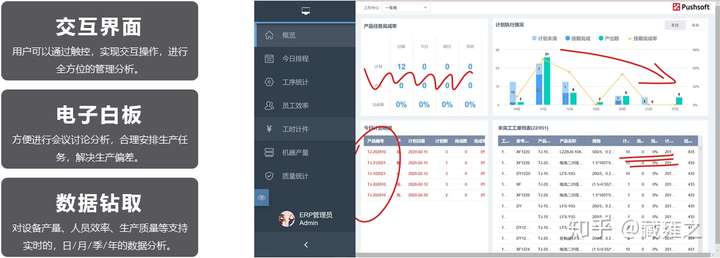
电子物流:通过对条形码、二维码、RFID等技术,实现物料电子化管理和业务过程的电子化操作。提高业务处理效率,减少用工。

可视化:就是我们现在客户用的比较多的一个电子看板。可以实现企业运营绩效指标的实时分析和可视化展示。从询问到推送,效率提升依赖获取信息广度、质量和方式。

在这之前,车间主管每天早上开会看到的数据可能是昨天的也可能是前天的或者一周之前的,数据展示的滞后可能导致大多数的会议都是无效的。 现在利用我们这种可视化看板之后,所展示的数据都是实时的,大家的数据都可以实时的展示,为管理处下一步工作安排提供有效的数据支撑。
移动化:实现全场景、全流程、跨平台的一体化远程协同办公。打破了工作的时间和空间上的限制,让管理处、老板等可以随时办公。

第三阶段
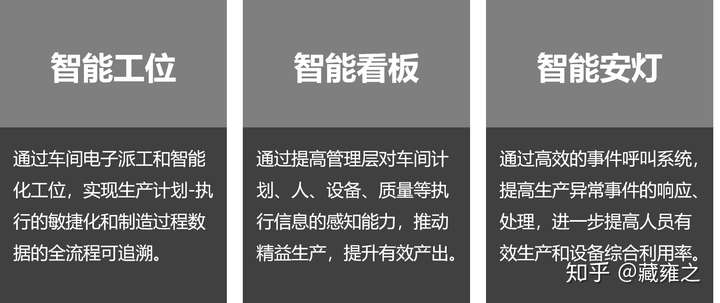
智能工位:通过这个智能工位来实现工位跟计划层次的知识信息的连接。
如何改善【设计】→【计划】→【车间】→【机台】的信息有效传递。
其实我们都知道工厂里最难的也就是生产这部分:比如说:你要做什么,做多少,什么时候做是从计划部门传递过来的。对于生产来讲,如何获得完整的准确的信息,这个很重要的。
以前计划员安排计划,他不知道目前哪个车间哪些设备是空闲的,下了计划之后他无法追踪到计划的实时完成情况,一旦出现插单情况,他无法准确安排,所以车间永远在抱怨计划下的不准确,计划抱怨生产不能按时完成计划。
现在利用智能工位可以准确的派工到具体的工位,提高了准确性。
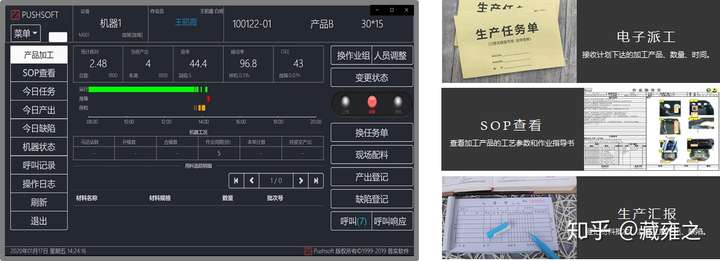
另外和智能看板结合,可以实时看到计划完成情况,车间设备模具等实际运转情况,精准派工。
智能看板:车间是智能制造价值链创造的核心部门,是企业战略实现的关键环节,制造中心智能看板,是车间精益化管理,数字化感知的最有效的手段。
智能看板发挥的作用就是帮助车间管理人员能够快速的获取信息:比如说生产的质量状态啊,产能负荷啊等等一些不同的生产效率状态。提高管理层对车间计划、人、设备、质量等执行信息的感知能力,推动精益生产,提升有效产出。
智能安灯:也可以理解为快速事件处理系统,也就是从现场的呼叫到处理以及处理的测量和考核的这么一个系统。
提高生产异常事件的响应、处理,进一步提高人员有效生产和设备综合利用率,一旦设备出了问题或者缺料等异常情况产生,会第一时间呼叫相对应的人员。

以前没有安灯呼叫,设备出了问题,可能操作人员就停工歇着了。维修人员联系不到,造成各类资源的浪费。 现在有了呼叫系统,可以有效记录呼叫时间,响应时间,问题解决时间等,可以有效对维修人员进行KPI绩效的考核, 另外设备维修次数、出现的问题描述,解决的方法等都可以自动记录,这样也可以形成企业自己内部的知识库,未来出现相同的问题可以第一时间找到原因及解决方法
设备模具

对每个模具进行标识管理:二维码方案/RFID方案
模具的使用、释放、维修、报废等记录,PDA扫描唯一标识进行登记
模具使用的时候,扫描管制卡和模块标识,进行匹配和防呆。此时状态为使用。
模具归还时,系统自动释放模具使用状态,供生产排产使用。
摸具实时状态统计分析,累计工作量统计,维修履历
第三阶段的实现目标,用一个动图来展示:
人机料法车间演示
分享一个真实的案例
真实的案例: 就是我们有一个客户在它在5月份的时候,几个工序做完加起来的时间是51个小时,经过一段时间的数字化车间实施,到11月份,同样还是这几道工序,就降低到11.9个小时。即使到最后把全部工序都加上去也只有34.8个小时?

为什么会有那么大的变化呢?我们从生产派工来看:
传统的成熟的运作方式: 销售接单——转到生产计划部门——下计划下到车间, 然后车间的根据自己的节奏去安排生产。 这里面的时间的跨度是大概一到两天的缓冲期。 现在: 一天能排3次,上午1次,下午1次,中间加一次插单
这就是生产派工能够带来的价值,它可以指定到人,分到机台,指定到时间;提升了生产派工的敏捷性,缩短了工序流转等待时间,减少了车间在制和半成品库存。
通过改进生产流程,进一步缩短了产品生产周期,大幅提高了订单的准时交付。
以上就是第三阶段的内容,我们的目标是通过:实施数字化车间实现敏捷的生产,有效的产出和全过程的数据可追溯。
其实生产数字化与智能化阶段更多的是解决人的问题,现在的现状是人员越来越难招、难培养等,那通过这种智能工位、安灯等系统,有效减少人员操作,减少统计人员。
我们有的客户在实施到这个阶段,车间减少了5个统计员,这样人员可以解放出来去做更有价值的事情。 人都是有惰性的,我们一个客户说用了生产数字化与智能化之后,产品质量都提升了,产品一次合格率提高了,为什么呢?因为以前都是混合制的,产品做坏就做坏了,没人知道是自己做的,那现在不行了,每个产品相当于包干到人,有标签,谁做的,做了多少,合格率多少,报废率多少,都可以责任到人,另外还可以通过智能看板实时展示,这样提高了员工的责任心及积极性,结果自然有大的提升进步。
总之生产数字化与智能化就是把人机料法环各个环节严格把控,达到最优。
第四阶段
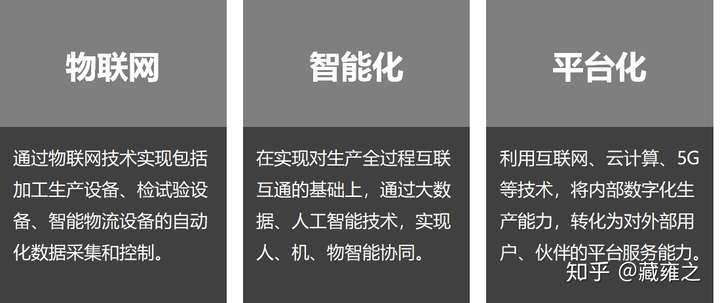
物联网的作用:让数据流动自由化,我们“想让数据去哪它就去哪”。这就要靠物联网,给数据建立起高速公路,然后再靠工业软件给物理世界的机器建立“数字化”,各种信息化软件系统,ERP、MES、PLM等等,都是这个作用。这一步叫做“Smart Manufacturing”,也就是“能够对外部快速变化的市场,做出快速反应”的制造系统;
智能化平台化的作用:让“数据流动自动化”,数据“该去哪它就自己去哪”,这就要结合工业云计算技术、工业大数据分析技术,还要加上人工智能技术,也就是真正的“ Intelligence Manufacturing”,智能制造的完整形态。

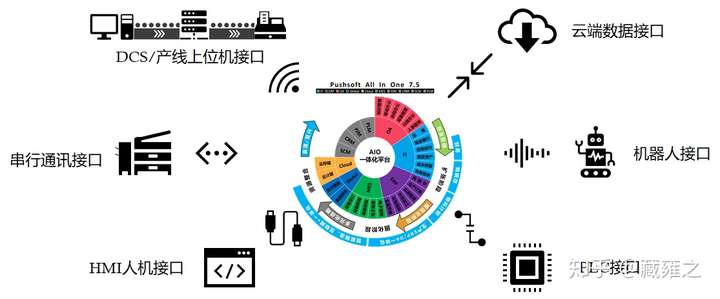
设备联网平台(获取数据的几种接口方式)




 投诉建议
投诉建议
提交

数字化解决方案:物流管理(制造业)

MES案例:助力制造业打造一体化智能平台

数字化车间-安灯呼叫解决方案
关于制造数据与BOM断阶,你了解多少?
说一下国内做MES的几类厂商