


图尔克 | 即时连接的亮灯拣货系统
KEB Automation利用手动订单拣货辅助系统对其4个工作站进行了优化——他们借助图尔克可即时连接的亮灯拣货系统进行直观引导。
系统供应商为客户提供从概念到实施的完整方案包。与细分零部件业务相比,系统业务具有对其他市场参与者依赖度低的优势,并且能为最终客户提供采用其理想产品的解决方案。然而,若相关部件都由公司自身生产,且型号众多,则系统业务将很快成为装配及物流工人的棘手问题。多样化的产品组合会涉及大量的不同工序,进而需要大量的纸质订单和说明书。此外,还需对新员工进行培训,例如当员工度假或生病而需要雇佣临时工时。

KEB Automation面临的就是这种情况,他们是一家中型企业,是驱动器和控制器技术的全球专家。该公司依赖于全面的产品供应,包括用于机械工程公司的控制器、HMI和变频器,以及用于启动、停止和定位风力涡轮机的电磁系统。
OWL智能工厂中的潜力分析
“我们每个工作站有数百种设备型号。”位于KEB的Barntrup总部的电子制造项目工程师Phillip Hannesen解释道,“这包括一些很少生产,乃至于员工完全不知情的型号。”由于订单繁多并且有时培训时间非常长,我们逐渐决定要引入针对生产和包装领域手动作业的辅助系统。我们首个辅助系统案例可以在我们邻居——位于Lemgo的OWL智能工厂的演示平台看到。KEB工程师在这里测试了利用亮灯拣货进行灯控无纸化操作引导的装配站。对于Hannesen及其团队而言,这是东威斯特法伦专家与图尔克合作实施试点项目的开始。
为了提升手动订单分拣任务的质量和效率,KEB Automation在其包装工作站上测试了一种灯控式辅助系统。图尔克为该驱动器和控制器技术供应商提供了基于PTL110系列产品的亮灯拣货解决方案。这种可即时连接的完整方案包括电源、连接电缆和支持总线的PTL模块,例如灯、触控按钮和传感器,其特点是易于安装,且可在选定点上进行无线通信。在总部Barntrup,KEB现在已将该系统应用在其4个包装站中。装配区将是工厂中的下一个优化区域。

采用支持总线的系统而不是电缆线束
对辅助系统的关键要求在于直接连接至公司的SAP系统。我们最终希望避免需要将零件清单的所有变化都维护在2个数据库中。凭借内部的丰富经验,KEB针对触控监视器编程了计算机支持的用户界面,然后寻求使用背光触控按钮或传感器的合适亮灯拣货解决方案。初步结论:“我们肯定希望使用支持总线的组件来减少具有多个工作区的工作站的安装工作量。否则,我们只能在货架上安装电缆线束。”Hannesen汇报道。当时,图尔克正好发布了PTL110系列产品,这些可级联的单独设备带有多功能指示功能、可选的触控按钮、光电传感器以及字母数字显示器。模块之间通过兼容Modbus的协议相互通信。
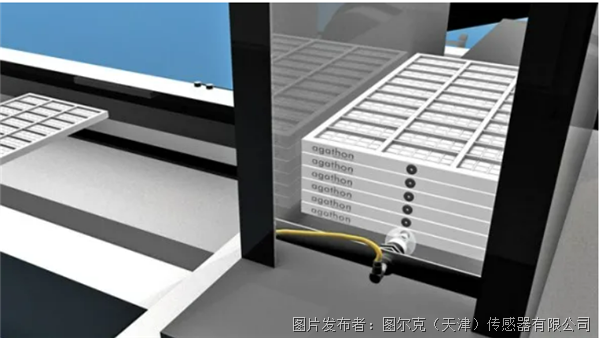
图尔克开发了可即时连接的完整解决方案包,可在现场轻松集成PTL设备。这些设备采用紧凑型IP67开关式电源,并使用预装配电缆和插头连接器以及Y形分配器(用于在特定位置馈送电源)连接两端。RS485-USB转换器则可实现与电脑的连接。该全新的技术方案使得KEB可以持续进一步开发辅助系统,且公司的员工也从一开始就参与到开发过程。
115个PTL模块的级联
在试点项目中,首先使用包装工作站作为测试环境,然后再集成至更复杂的生产区域。员工采用轮班制负责大型设备上的总装,例如紧固外壳盖子或粘贴标签等。附件同样按照订单从货架盒中拾取,并共同包装在纸箱中。为了提升质量和效率,KEB最初安装了115个亮灯拣货装置。它们不仅安装在货架盒上方,还被用于确认监视器上的工序,或向系统报告包含产品和附件的纸箱被移动至某个装载区。
通过触碰或光电传感器确认
员工通过扫描设备序列号来启动运行。相关的SAP工作计划会自动显示在屏幕上,且标签同样会自动打印,并调用物料清单。当监视器显示图示说明时,PTL110模块指示通往对应移除点的路径。这样,一旦拾取被确认,就会点亮绿灯,且会短暂闪烁黄灯。装载区会进行不同的过程,其中托盘放置在低位,而PTL设备则安装在与头齐平的高度。“该创意源自于某些车辆的后备箱门可以通过脚来打开。”Hannesen回忆道。KEB工程师因此为其收集点选择采用非接触式检测原理的PTL模块。员工现在可以小心使用双手将包装放下,并只需将脚伸到光电传感器下方即可进行确认。
临时货架上的亮灯放货
当从事试点项目时,Hannesen和KEB设备建造部门更少注重公司的需求,而是专注于发掘全新辅助系统的所有潜力。“因此,我们有意选择PTL110系列的所有设备。”Hannesen说道。这还意味着:可以视需要使用带14种不同颜色和动态指示功能的灯。这对于部分特殊货架而言很有价值,这类货架保存的是很少需要的物料。KEB将该系统称为“智能货架”,其中计算机会自动请求高货架仓库的物料区,使后者临时供装配工作站使用。员工将所需的包装箱放在指定的临时区域,并由蓝色灯指示,表示其为亮灯放货操作。当该物料区不再需要时,系统会立即发出相关指示。
远程区域的无线通信
工作站可能会非常大,尤其是在货物包装区,因为传送带很长,且具有不同的货架区域或远程部署的装配区等。试点项目设计了一条叉车路线来覆盖核心工作区与其他包含待装运货物的地点之间的路程。东威斯特法伦专家并不需要在PLT模块之间费时费力地每隔几米进行布线,而是利用与DX80无线系统的无线连接。发射器和接收器在30分钟内即可完成安装。我们选择的是“即插即用”设计,Hannesen解释道。无线解决方案已经给美国的KEB同事们留下了深刻印象,他们测试了使用60个亮灯拣货模块的移动订单分拣工作站。未来,在结合使用辅助系统与工厂内部物流车时,也会考虑无线通信技术。
安装于其他工作站
“先包装再装配” – 这是KEB开发辅助系统时的计划。状态评审几乎在一年后才进行:仅在Barntrup,这家拥有1500名员工的企业就安装了4个使用亮灯拣货和亮灯放货技术的包装工作站,并安装了超过250个PTL110设备。两个装配站间的过渡目前正在筹备中。“通过与图尔克深入交流,我们有了很多不错的想法,每个参与的人员都表现出了浓厚的兴趣并充满了雄心壮志。”Hannesen表示。辅助系统目前还需进一步发展,然后再用于生产领域。未来,系统还会用到其他从站以及PTL模块,包括采用螺钉操作的智能装配装置以及可检查组件或电缆是否定位正确的摄像头。





 投诉建议
投诉建议
提交

让理想照进现实——随时保持关注机器和设备的状态

厂内物流智慧的硬核:智能感知
围观 | 用于加氢站防爆区的分布式I/O解决方案

重磅 | 研讨会预告| 图尔克数字化赋能 助力3C电子精益生产再升级
甜蜜的自动化| 巧克力生产中的RFID智能识别方案