


模切机工艺和双翌软件操作流程(全PC)
一、模切机概述
1.模切机工作原理
提到模切机,想必大家并不是很了解,它又叫啤机、裁切机、数控冲压机,属于设备配件一类。主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废,模切机利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。是印后包装加工成型的重要设备。
模切机的工作原理是利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。若是将整个印品压切成单个图形产品称作模切;若是利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕;如果利用阴阳两块模板,通过给模具加热到一定温度,在印品表面烫印出具有立体效果的图案或字体称为烫金;如果用一种基材复在另一种基材上称为贴合;排除除正品以外其余的部分称为排废;以上可以统称为模切技术。
2.CCD模切机工作原理
模切机适用于卷状印刷物,搭载CCD视觉对位系统。自动捕捉产品靶标后计算XYR偏差量控制UVW平台进行纠偏。修正固定位置后进行冲切作业,同时根据总纠偏量修正下次拉料长度

全PC产能:8000PCS/H PC+PLC产能:4500PCS/H
3.CCD模切机对位原理
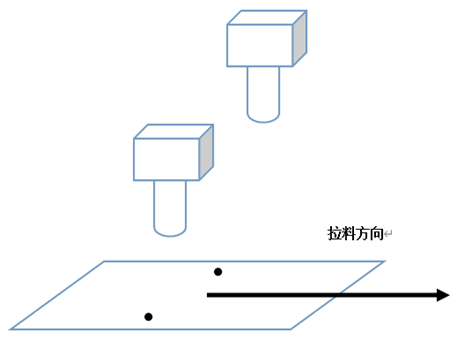
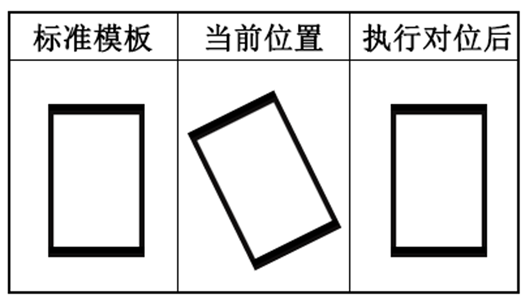
双相机自对位
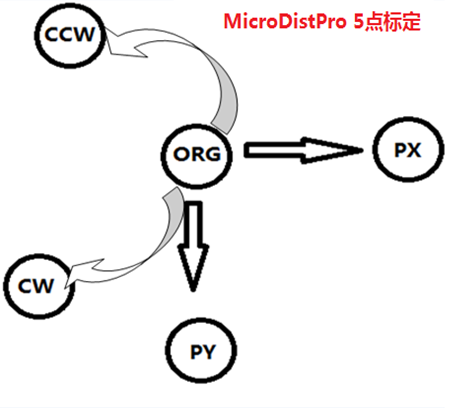
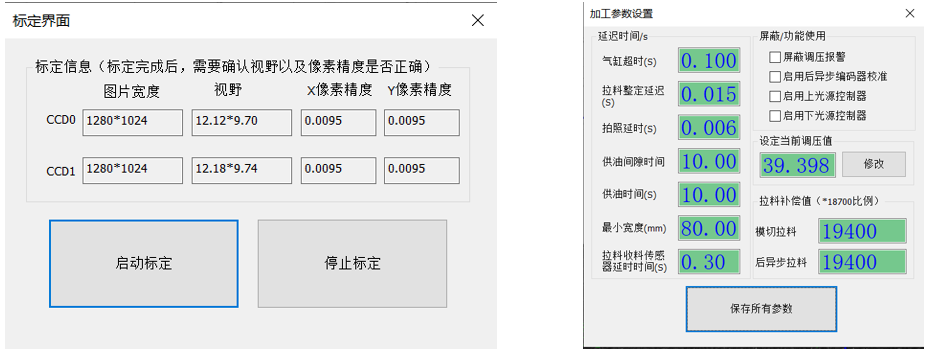
4.CCD模切机标定原理
a,平台在原点
b,平台走X+
c,平台走X-Y+
d,平台走Y-R+
e,平台走2R-
f,平台回原点
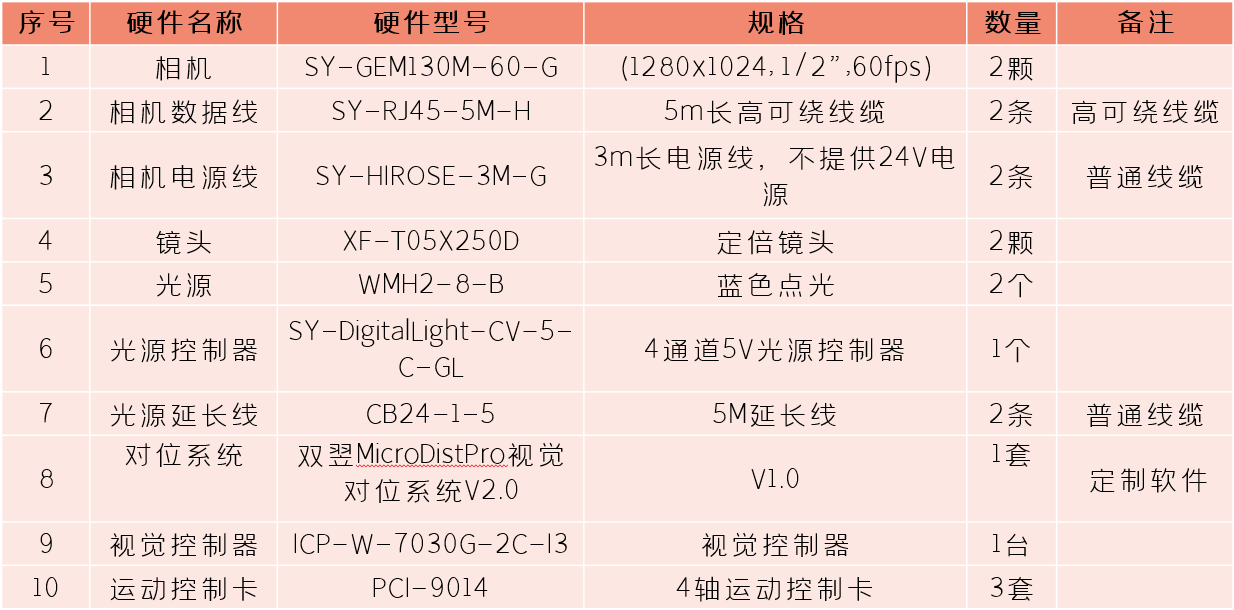
二、系统配置

三、重要工艺
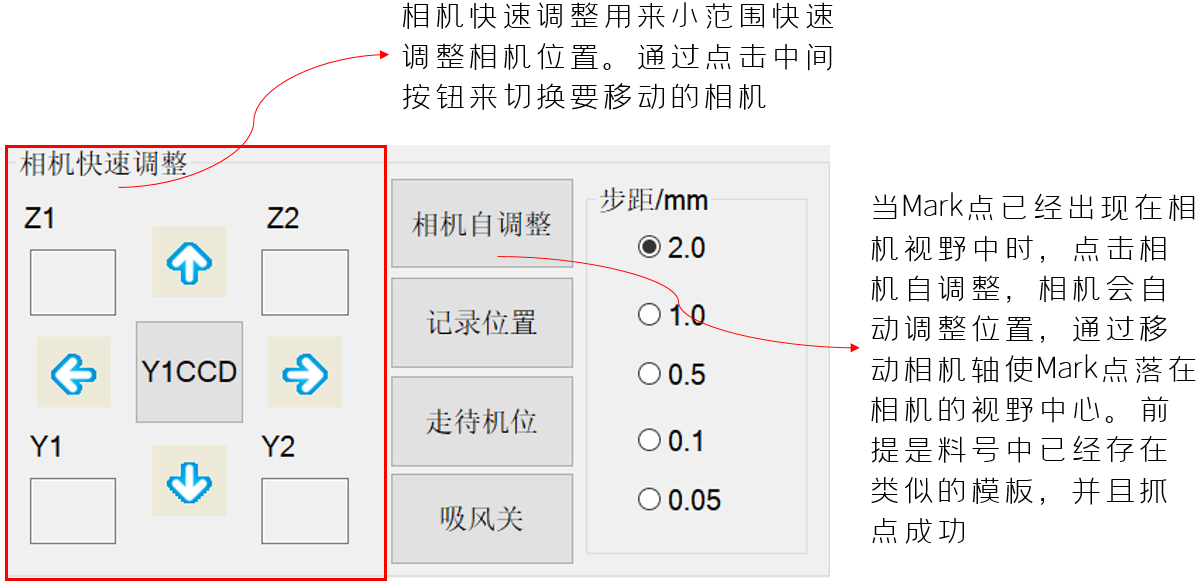
1.相机快速调整&自调整
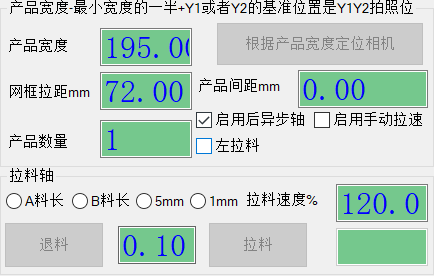
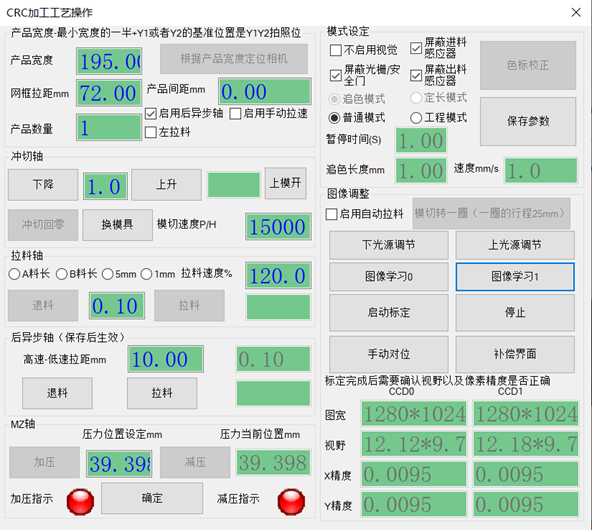
2.拉料模式
产品宽度:产品前后两个Mark点距离,通过这个参数来计算相机间距
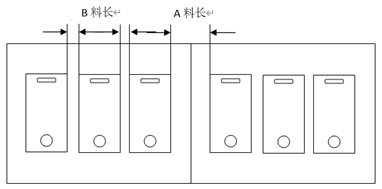
A料长:即网框拉距
B料长:产品间距
产品数量:一版中物料个数
5mm&1mm:手动拉距
拉料速度%:设置手动拉料速度
启用视觉对位时,拉料速度百分比参数无效,拉料速度按照轴参数设定值为准
不启用视觉对位时,拉料速度会根据冲切速度重新匹配出一个拉料速度。
启用手动速度:勾选后,才可以修改拉料速度百分比,并且此时的拉料速度为手动拉料时的速度。
左拉料:勾选代表进料设备在冲切左侧
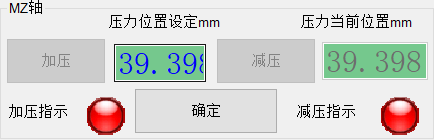
3.调模轴
通过调节模组的高度实现冲切压力调节,
值越大,冲切压力越小
值越小,冲切压力越大
每次调节量为0.005mm
加压指示灯和减压指示灯用来提醒操作人员当前调节的时加压还是减压,以免调节错误
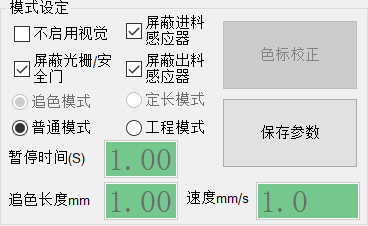
4.模切机工作模式
不启用视觉对位有以下几个工作模式
追色模式:通过色标传感器搜索mark点,搜索到mark后停止拉料冲切
定长模式:固定拉料长度,固定频率冲切物料
普通模式:冲切速度和拉料速度相匹配
工程模式;冲切速度和拉料速度不匹配
例如:生产大尺寸物料时,由于拉料耗时久进而冲切速度慢,冲切压力变小,导致物料冲切不断,变采用工程模式,冲切轴可以通过设定停留时间来抵消拉料时间耗时
暂停时间:冲切轴上死点停留时间
追色长度:预留距离开启扫描色标传感器,例如mark点间距为90mm,追色长度为1mm,代表拉料到89mm时开启追色功能
速度:色标传感器开启追标时的拉料速度
四、软件操作
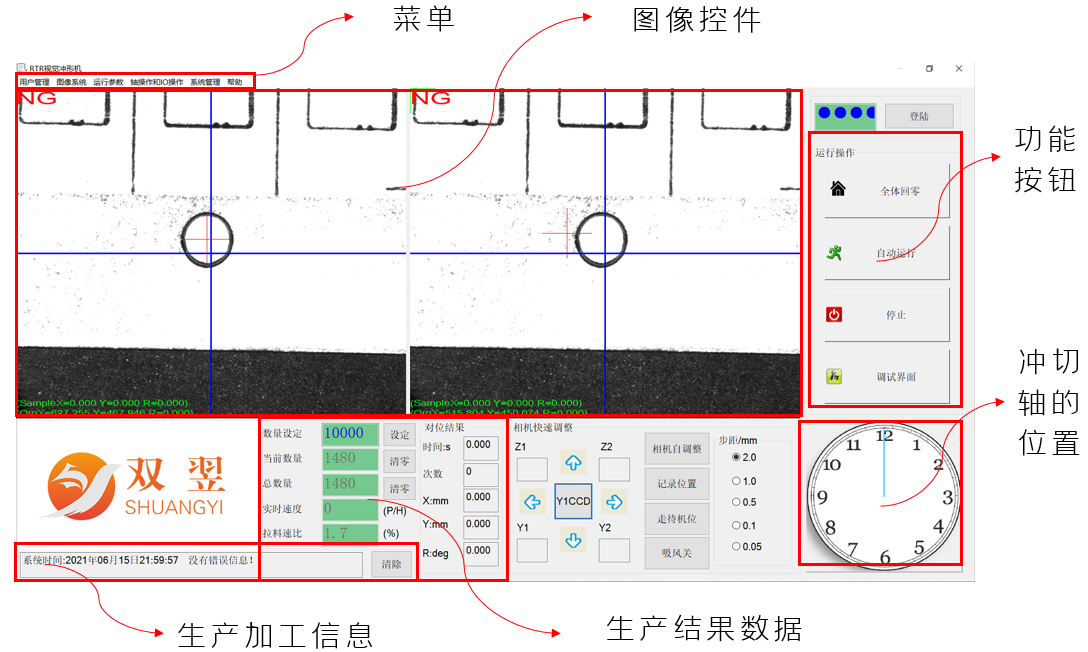
1.主界面
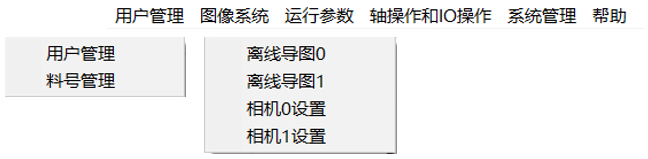
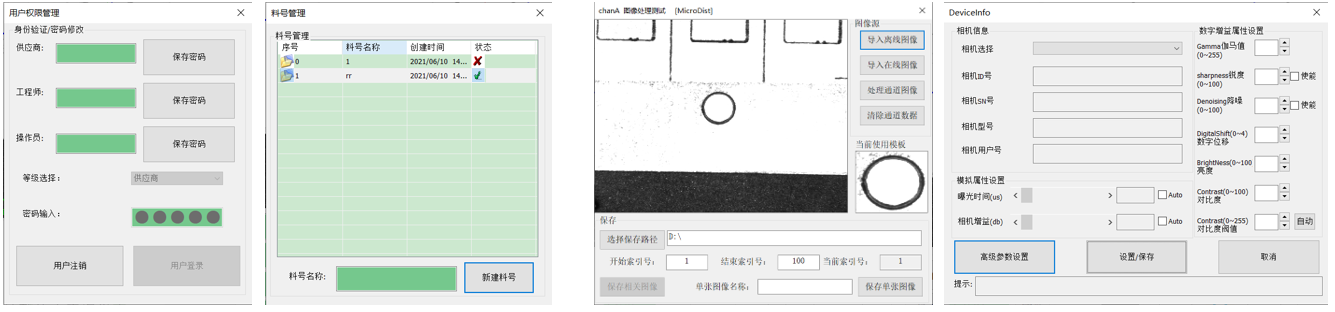
2.用户管理&图像系统
3.运行参数
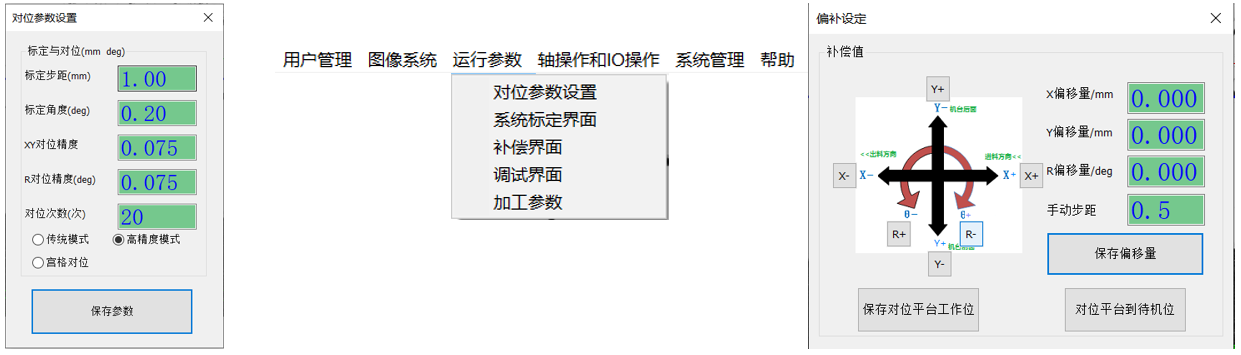
4.调试界面
下降&上升:冲切轴上升下降的按钮,按钮后面的输入框为冲切轴移动距离
冲切回零:模切轴单独回零
换模具:冲切轴走到上死点,调模轴走到最低位,然后更换模具
模切速度:冲切速度,1小时冲切次数
上摸开:加持模具的气缸开关动作
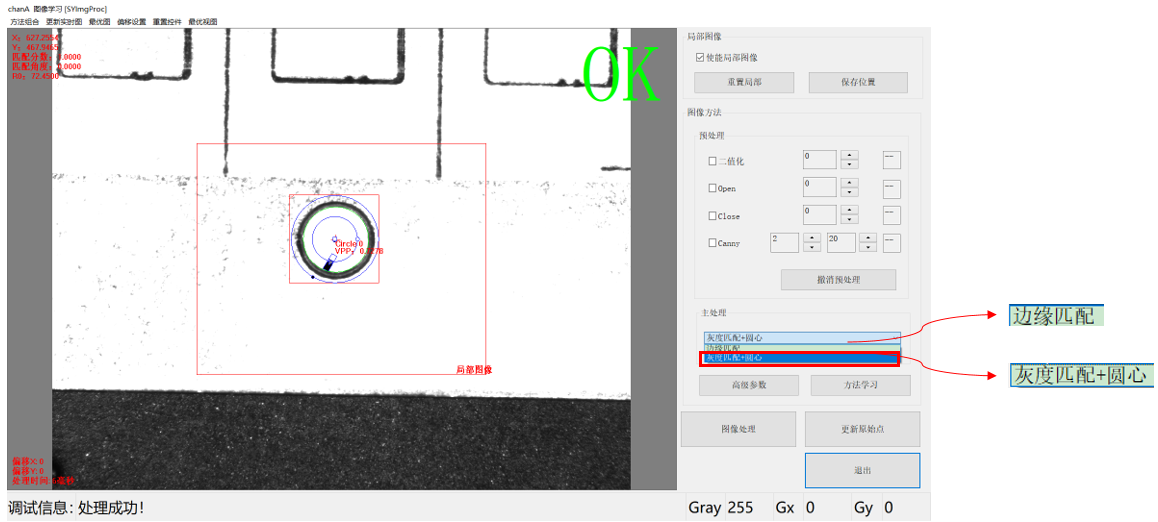
5.图像学习
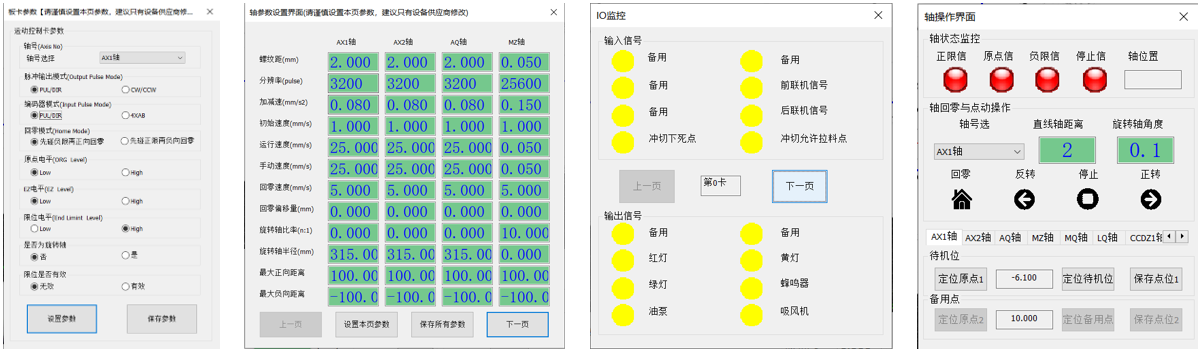
6.轴操作和IO操作
7.系统管理






 投诉建议
投诉建议
提交
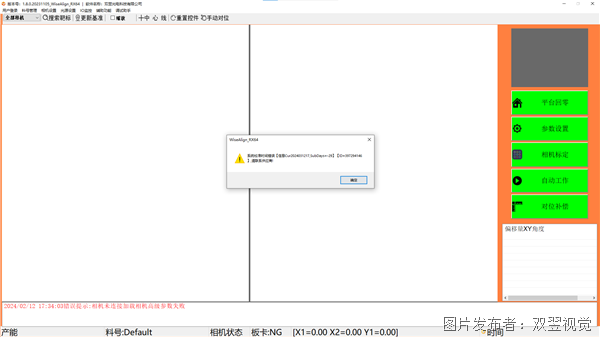
WiseAlign视觉对位软件提示系统校准时间错误解决方案
MasterAlign视觉对位软件提示系统校准时间错误解决方案

MasterAlign全景视觉引导应用
MasterAlign模切视觉应用软件说
MasterAlign智能穿戴视觉应用说明