


工业自动化使用机器视觉检测的优势
所谓视觉检测,就是用机器视觉代替人眼进行观察和判断。视觉检测系统是指通过摄像头等产品将捕捉到的目标转化为图像信号,传输到专用的图像处理软件,再根据像素分布和亮度、颜色等信息转化为数字信号。之后,成像系统对这些信号进行系统计算,提取目标特征,然后根据判别结果控制设备进行下一步操作。比如自动贴标生产线中产品的剔除、分瓶等。

为什么要使用视觉检测?
工业自动化生产线使用视觉检测系统的主要原因有几个:
精度——于人眼的一些局限性,机器视觉在准确度上具有明显的优势。即使人眼可以通过放大镜或显微镜检查产品,机器视觉仍然会更准确,因为其精度可以达到千分之一英寸,这是肉眼无法比拟的。
重复性——机器可以批量操作完成检查工作而不会感到疲倦。相比之下,人眼每一次检测,都会有细微的差别,哪怕是一模一样的产品。双翌VisionBeaver机器视觉检测应用软件可以更快地检测产品。尤其是检测生产线等高速运动物体时,可以提高生产效率。
客观性——人眼检测还有一个难以解决的难题,就是主观性容易受到情绪的影响。测试结果也会随着测试人员的心情而产生变化,而机器不会有这类问题的存在。也因为这样深刻而可靠的有点,视觉检测被广泛应用在规模化生产当中。
成本——由于机器比人类更具效率,一个自动检测机器可以同时承担数人的工作。而且机器不用休息,也不会生病,可以连续工作,因此能快速提高生产效率。
![]()
由于视觉检测系统可以快速获取大量信息,易于自动化加工,也易于与设计信息和加工控制信息集成。因此,在现代自动化生产中,人们在工作状态监控、成品检测和质量控制等领域广泛使用视觉检测系统。机器视觉检测的特点是提高生产的灵活性和自动化程度。在一些不适合人工操作或人工视觉难以满足要求的危险工作环境中,常使用机器视觉代替人工视觉;同时,在大规模工业化生产过程中,人工目测产品质量效率低下,不准确。使用机器视觉检测方法可以大大提高生产效率和生产自动化。而且机器视觉容易实现信息集成,是实现计算机集成制造的基础技术。




 投诉建议
投诉建议
提交
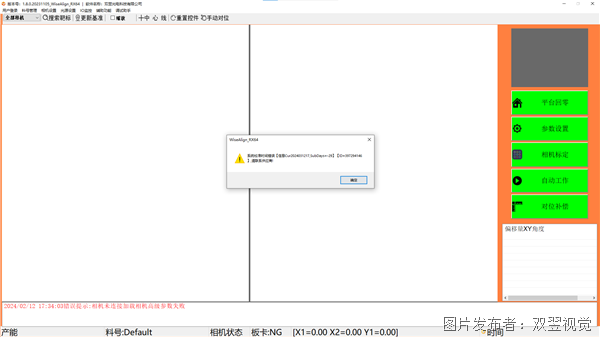
WiseAlign视觉对位软件提示系统校准时间错误解决方案
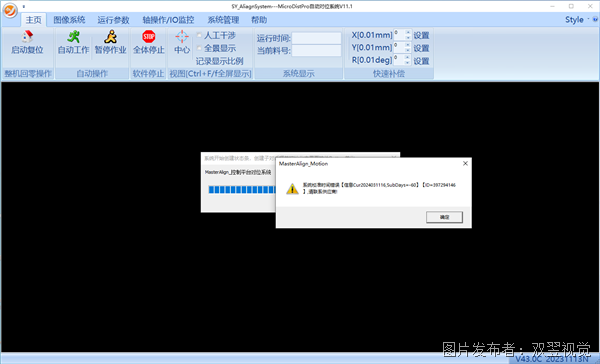
MasterAlign视觉对位软件提示系统校准时间错误解决方案

MasterAlign全景视觉引导应用
MasterAlign模切视觉应用软件说
MasterAlign智能穿戴视觉应用说明