


触摸屏贴合工艺应用
前言
车载电子逐步采用触摸按键面板(图1)替代传统的物理按键面板(图2),而性价比最好的当属电容式感应触摸薄膜。电容式感应触摸薄膜能够穿透绝缘材料(玻璃、塑料等)外壳 8mm以上,可以准确无误地侦测到手指的有效触摸区域。还保证了产品的灵敏度、稳定性、可靠性等,不会因环境条件的改变或长期使用而发生变化,并具有防水和强抗干扰能力,超强防护,超强适应温度范围等优点。电容触摸薄膜结构如图3。

左边图1是触摸按键面板;右边图2是物理按键面板。

图3. 电容式触摸薄膜
随着膜片技术的进步,触摸面板应用在汽车上也愈来愈普遍了,具有如下优点:
增强用户体验 - 触、听、视三维效果
提升产品价值
寿命长,可靠性高
可以适应不同的面板外形
可以使用多种背光效果
可以防水、防尘、防油污、防静电干扰、防异响;
可以规避头碰法规ECE R21
相对于传统的按键面板,触摸面板有以下不足:
容易在光亮面板留下指纹;
每次点按都要注视面板才能找到准确的按键,行车时很难做“盲操”;
一些像空调温度、风量、音量等的调节,无机械旋钮方便操作。
触摸薄膜贴合主要分为贴合和脱泡两个工艺过程,贴合主要起到定位、初步粘接作用,此过程中会存在一定的气泡残留在贴合面中;脱泡起到挤出气泡、强化粘接效果的作用。随着汽车电子的日益发展,汽车厂商正在把重点逐步转向用户体验和个性化需求的设计上,汽车人机操作界面开始采用一体式和曲面式。操作面板有了一定的弧度,且面板内有导柱、螺丝柱等凸点,与传统的平面挤压贴合和滚压贴合有差异,触控面板贴合一般采用真空气囊贴合,图4为触摸薄膜的贴合工艺过程。

图4. 贴合工艺过程
贴合的工艺要求
1.触控膜来料需要重点管控压痕(材料不允许有接头)、折痕、白点、异物、针孔、凹陷、气泡。
2.存放条件:
1)环境:触控膜一般保存在无尘室,避免粉尘污染。
2)温度:触控膜需要存储在合适的温度,温度过低会降低胶的粘性;温度过高时,它会让光反应基产生老化,混合比例异常,从而使得OCA胶发生发黄的现象。
3)湿度:触控膜需要存储在合适的温度,湿度过高会影响胶水受潮,压合时会溢胶; 湿度过低胶水脱离水分会硬化。
4)放置:竖立放置,避免OCA受到重压造成压痕不良。
5)避光保存。
3.车间环境
1)洁净度:推荐在千级车间进行贴合,防止空气中的粉尘影响贴合效果;如车间环境在万级,需要在设备和操作区域上加装FFU。
2)温度:温度过高,胶的流动性高,引起挤压气泡;温度过低,降低胶的活性。
3)湿度:湿度过高会影响胶水受潮,压合时会溢胶; 湿度过低胶水脱离水分会硬化。
4.面板清洁
1)等离子清洁(plasma clean):采用等离子对面板贴合面进行清洁,可均匀地活化贴合面表面,增加了材料表面的粘附性;同时也可以清理塑胶表面轻度的有机污染物;等离子表面处理的效果可以简单地用滴水或达因笔来验证。
2)离子风清洁:采用离子风清洁面板表面的灰尘,同时消除塑胶表面的静电吸附。
下图5显示一种塑胶材料等离子清洁后水滴角从约60°的变为约22°,活性增强。

图5. 等离子清洁前后水滴角
5.贴合参数及要求
1)贴合温度:正常车间环境温度下即可进行贴合,为获取更加的贴合效果,可在夹具内增加发热芯,主要是对OCA光学胶软化,使OCA胶贴合出来气泡更少;但过高的温度反而会引起针孔小气泡。
2)真空度:真空度越高,贴合效果越好,达到越高的真空度,需要越长的时间,影响生产效率。
3)压合力:压力过高,会造成膜片损坏,压力过低,粘接力不足,产品生产需要验证不同的压力下的贴合效果。
4)下压速度:匀速缓慢下压,过快的下压速度会引起堆胶造成压痕,下压速度过慢,影响效率。
5)保压时间:保压时间根据贴合的实际效果调整,以达到消除气泡的目的。
6)定位精度:主要与夹具的制作精度相关,采用定位孔定位/定位柱定位优于采用边界定位精度。
7)人工撕保护胶的时候,需要用力均匀,防止将胶扯变形。
脱泡过程
触控膜放置在高压、较高温度的环境下,可以挤出膜片内的气体,以达到脱泡的目的。一般触摸面板贴合后的气泡小于2mm,再经过脱泡机脱泡处理后,气泡都可以消除;过大的气泡需要先采用单点脱泡。脱泡过程如图6所示。

图6. 脱泡过程
脱泡工艺要求
1.压力:加速胶的流动,施加压力去除气泡。膜片越厚,气压压力越大,但要防止过高的压力造成膜片的损坏。
2.温度:增加胶的粘度,加速胶的流动性,增加润湿度。但过高的温度反而容易产生针眼小气泡和气泡的反弹;在工作时,通常加压和加温同时进行。
3.时间:使胶持续流动,催化流入现象,去除气泡。压力越大,时间越短,但压力增压过快会引起膜片皱折。
4.泄压速度:泄压时保持温度不变,缓慢泄压至室外常压停止;过快的泄压速度会引起气泡的反弹。
产品质量要求
触摸按键面板操作面都是高光面板,操作过程需要特别保护,避免损坏;经过贴合和脱泡后的面板需要满足以下要求:
1)排线接口不可压伤或折弯,需要在压合过程需对排线接口进行保护。
2)面板不可有压痕或划痕,需要保证面板在压合过程中,无硬质物质接触。
3)压合后的产品不能产生大于2mm的气泡(大于2mm的气泡会影响脱泡)。
4)压合后膜片偏移量<0.2mm。
5)脱泡后的触控屏感应区域和透光区域不能出现气泡,其他区域气泡小于0.2mm。
6)贴合面内不可有人眼可识别的粉尘、异物、脏污、压痕、皱折、对位不良。
7)贴合后的产品使用功能正常
总结
1.使用自动贴合机贴合触摸按键面板,可以减少贴合过程中产生的气泡,但还会残留部分小气泡,使用高压脱泡机可将残余的气泡消除。
2.触摸薄膜采用的OCA胶质量非常重要,质量差的OCA胶杂质多、粘性差,虽然在高压下可以强制性脱泡,但时间一长,气泡会反弹;这要求在膜片选型时,需要重点关注膜片OCA胶的质量。
3.触摸按键面板的主要不良是气泡,需要确定故障气泡产生的原因,空气气泡重点关注的是设备的工艺参数设置和产品的设计;来料杂质引起的气泡,需要做好产品贴合前的除尘,并在洁净车间内进行贴合,OCA胶内的杂质是无法清洁的,需要做报废处理。
4.触摸面板贴合和脱泡后产品,当前主要采用人工检查,AOI等光学设备还未能应用于产品的检查,产品出货质量受操作员检测能力的影响。




 投诉建议
投诉建议
提交
MaterAlign视觉对位系统通讯日志
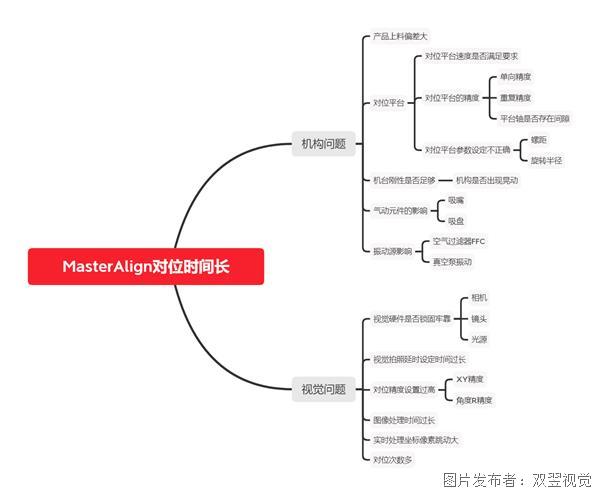
MasterAlign对位时间长异常处理
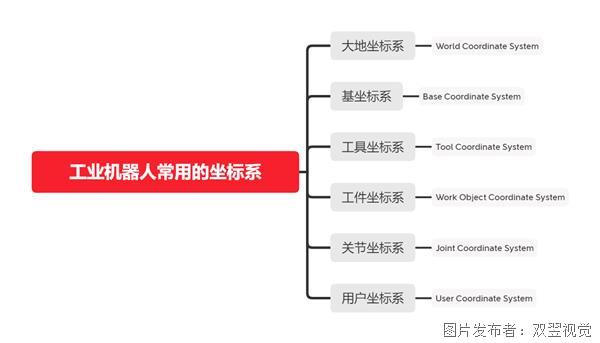
工业机器人常用的六种坐标系
设置自动存图说明
如何手动保存原始图像