机器视觉在药用玻璃瓶检测中的应用
供稿:北京安培通科技有限公司
- 关键词:玻璃瓶检测,机器视觉,视觉应用
- 摘要:机器视觉在药用玻璃瓶检测中的意义: 提高检测精度,统一检测标准,消除人工检测的个体差异; 提高检测速度,实现产品全方位实时检测; 一次投入,平均成本远小于人工成本; 对数据进行汇总分析,便于前端工序查找问题,为后续工序提供建议。
在玻璃瓶生产过程中,会产生各种的缺陷产品,给产品带来严重隐患,随着竞争日益激烈,客户对玻璃瓶质量的要求越来越高,为了提高产品出厂质量,厂家现在靠人工检查挑除废品。但人工检查速度慢,需要占用大量的人力、物力资源和场地资源,而且人眼极易出现疲劳和疏忽的情况。
Ø提高检测精度,统一检测标准,消除人工检测的个体差异; Ø 提高检测速度,实现产品全方位实时检测; Ø 一次投入,平均成本远小于人工成本;
Ø 对数据进行汇总分析,便于前端工序查找问题,为后续工序提供建议。
主要功能需求:
检测系统针对药用玻璃瓶的缺陷检测,包括白色瓶、棕色瓶及有刻度的瓶子等,如下图所示;检测瓶子高度范围在15-150mm,检测速度要求0-280个/分钟

主要检测指标:
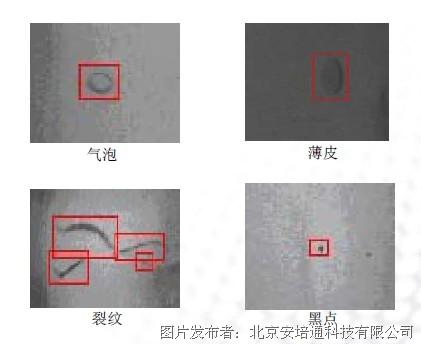
Ø尺寸检测(包括瓶高、瓶身外径、瓶口外径、瓶口高度等); Ø瓶身外观缺陷(包括气泡、杂质、褶皱、横竖条纹、粘连、结石、裂纹、刻痕、擦伤及明显的油脏、手印 等); Ø瓶底缺陷从侧面可以拍摄到(包括瓶底凹凸不平、底刺、偏底等); Ø瓶肩部缺陷(包括斜肩、歪瓶、与瓶身类似的外观缺陷等); Ø瓶口部分的检测内容是除了检测瓶身外观上那些缺陷类型外,还需要检测缺口、破口、圆口不齐等缺陷。
检测系统需求分析:
Ø为了检测整个瓶身缺陷,选择四个相机从四个方向进行检测,保证每个相机有效检测区域为90度; Ø为了适应各种颜色瓶子检测,系统选用高亮度的背光源从玻璃瓶背后打光方式; Ø为了适应各种规格瓶子检测,系统选用可变焦镜头,实现各个规格的瓶子都能占满整个视场;
Ø单独利用一个工位对瓶口缺陷进行检测,为了更好地拍摄瓶口缺陷,专门设计一个特殊的碗型灯光源,对瓶口进行打光。
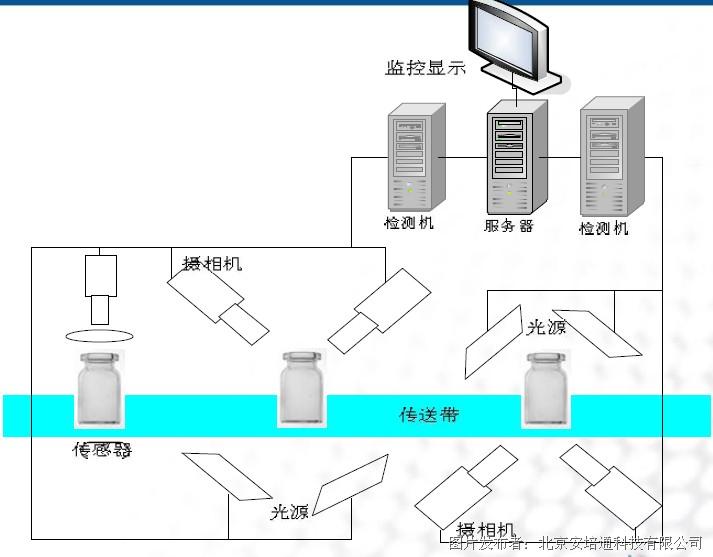
检测系统采用五台大恒自产140万1394接口CCD数字相机,当玻璃瓶在传送带上运动通过时,系统采用外触发方式在固定位置准确抓拍四个侧面的图像和一个瓶口图像,然后把图像传输到两台高性能处理器中进行处理和分析计算,其结果汇总到一台服务器上进行统一控制和显示。

检测系统主要分为以下几个模块:
Ø 图像采集模块 Ø 标准模板训练模块 Ø 产品检测模块 Ø 错误分类模块 Ø 显示模块
图像象采集模块
Ø根据产品规格不同动态调整图像放大比例; Ø根据现场环境动态设置相机参数; Ø根据产品到位信号外触发采集图像,适应现场机速快慢变化. 标准模板训练模块 Ø提供友好方便的模板训练交互界面 Ø根据产品不同的检测区域和检测参数 Ø 根据瓶子形状特征,提供设置检测多边形区域,使瓶子各个区域得到有效检测
产品检测模块
Ø 通过标准定位模块对瓶子进行定位,解决瓶子由于传送带原因导致倾斜问题,提高检测尺寸的精度; Ø 通过预处理调整瓶子整体亮度,得到实际处理区域; Ø 对实际区域处理,消除干扰,得到错误区域,并对错误进行分类。 错误分类模块 Ø 根据缺陷形状特征和产生部位判断缺陷类型 Ø 对于一些分的不太明显的缺陷,如小结石、黑点等用户可以根据数据库中图像数据人为设置,系统利用神经网络自动学习错误特征,在后续检测中自动归类
显示模块
Ø错误缺陷实时显示 Ø错误类型自动统计 Ø方便历史记录查询,与实际错误产品对照 Ø模板设置过程中全部图形界面交互,方便操作 Ø 可以实时跟踪显示错误图像
Ø 系统可以适应不同产品规格 Ø 对产品实现实时在线质量检测
Ø 可以扩展到对于啤酒瓶等别的种类的玻璃瓶检测
Ø 最终客户使用方便灵活