



【宇电应用62】宇电PLC的温度控制在电镀生产线中的应用
- 关键词:厦门宇电,PLC,,温度控制
- 摘要:介绍了以厦门宇电PLC为核心的温度控制系统在电镀生产线中的应用。简述了温度控制原理,论述了控制系统的设计方案及其软硬件的实现方法。实践表明该方法简单易行,适应性好,可靠性高。
1.引言
温度控制系统广泛运用在工业控制的各个领域,温控系统控制方法的好坏、运行性能的合适与否,直接影响到产品质量、运行效率等。随着科学技术的迅猛发展,作为工业生产自动化三大支柱之一的可编程控制器(PLC),在温度控制系统中得到了有效的运用,为温控系统提供安全可靠和比较完善的解决方案[1]。在电镀生产中,除油槽、镀铬槽等特殊槽是有特定温度要求的。本文主要介绍 PLC控制的电镀温度控制系统,由PLC 作为核心构成的系统可方便地运用软件设置、调整参数,利用模拟功能模块和功能指令,在外围电路的配合下实现信号采集、A/D转换与处理。
2.电镀温度控制系统设计
如图1所示为电镀温度控制系统图,其中温度槽为除油槽、镀铬槽等特殊槽。
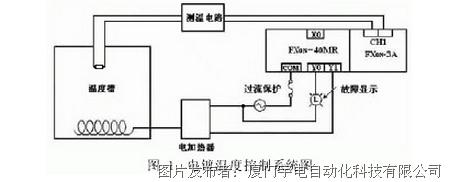
I/O分配: X0:开始控制 Y0:故障显示 Y1:电加热器 2.1 电镀温度控制原理 电镀温度控制原理是:先通过测温电路将温度的变化转换成电压信号,再将电压信号输入到PLC模拟通道中,PLC通过指令读入模拟量,并转换成数字量,再通过比较指令将输入量与程序给定值相比较,从而作出相应的操作。若输入量小于给定值,则说明实际温度小于要求温度,PLC 将接通加热接触器,开始加热;若输入值大于给定值,则说明实际温度大于要求温度,PLC将断开加接触器,停止加热。电镀槽内的温度高低由槽内热电阻丝控制,对电镀温度的调控就是对热电阻丝的通断电的控制。要加温,使热电阻丝通电;要降温,使热电阻丝断电。热电阻丝通断电由加热接触器控制。 2.2 硬件设计 (1) 主机选型PLC 厦门宇电PLC是一种超小型整体式 PLC,基本指令的处理速度为0.08us,完全能达到工业控制要求,比同类产品快3-5倍,价格更加经济。 (2)模拟功能模块选型 本设计中温度控制部分使用了 PLC模拟模块。本设计采用的模拟模块是 特殊功能模块。特殊功能模块有两个输入通道和一个输出通道,输入通道输入模拟信号并转换为数字信号,输出通道接收数字信号并把它们转换为等量的模拟信号输出。 在运行中,0到10VDC输入/输出选择在0到250范围内。运用时,电流输入/输出或电压输入/输出值超过0到10V DC 之间时必须重新调整补偿和增加,模块不容许2个通道输入不同性质输入量。本设计中只要输入电压值,故只选用1通道,由温控电路输入的电压值在0~5V间变化,转换后的数字量将在 0~125之间变化。 温度调控由 PLC编程实现。因为除油槽要求温度为70℃,所以程序设定值为88;镀铬槽要求温度为44℃,所以程序设定值为55;预镀铜槽要求温度为55℃,所以程序设定值为69;镀镍槽要求温度为55℃,所以程序设定值为69。 (3)测温电路设计[2] 电镀生产的温度要求在40℃~70℃之间,-3A模拟功能模块输入电压要求在0~10V之间,因此本设计采用的测温电路的温度测量范围是0~100℃,输出变化电压范围是0~5V。测温电路图见图2所示。 其中Rt为正温度系数的热敏电阻,型号为T-111,它的测温范围在-55~150之间,典型的温度系数为0.75﹪/K。线性度较好,在 0~100℃范围内其测温误差不大于±2.5﹪。电路由电源、测温桥路及放大器三部分构成。为了避免电流产生的热影响测量精度,Rt的工作电流选择在 1mA以下,并经D1稳压供电,再经 R3、及半可调电阻R5分压,调节 R5 使电压跟随器A1输出R42.5V的工作电压。LED作为供电指示灯,R6、R7、及R8组成测温桥Rt路,Rt将温度变化转换成电阻的变化,并取得电压的变化,其输出经A2差动放大输出。当温度在0~100℃内变化时,对应的Vo输出电压便在0~5V内变化,灵敏度为 50mV/℃。如果要求更精确测温,可采用热电偶。 2.3 程序设计及注释[3] 因为温度槽的控制程序是一样的,所以本文以欲镀铜槽控制程序为例,本程序仅供参考,若要用于实际应用,需做必要修改。详见图 3所示。 3.结论 如需了解更多信息,请访问厦门宇电自动化科技有限公司www.xmyudian.com.cn林丽璇 18030056920 
