


信捷PLC在磨床上的应用
XC系列可编程控制器及XC-GRM量仪模块在磨床行业上的优势,1、 控制精度高达±1um,量仪模块对测量数据进行特别的运算处理之后(抗抖动、温度补偿等等),将数据传送给PLC进行控制,保证了系统的控制精度。 2、测量范围宽达1000um,可以进行宽泛围操作,在不需重新调试的情况下,既可以磨削余量1~5um的返修工件,也可以磨削800~900um的大余量工件。即使工件尺寸差异很大,仍然能够实现快速趋进功能。3、 操作界面简单友好,降低了设备调试的难度,直接通过触摸屏进行磨床工艺参数设置,不需要复杂的调试过程。即使使用量仪方式进行加工生产,操作工也只需按照屏幕提示的顺序操作一遍便可完成设备的调试。 4、脉冲输出频率高达400KHz,控制器的高频输出支持从1Hz到400KHz的超宽范围,因此,无论是步进电机还是伺服电机,都可方便的进行控制。5、 省去测量仪表,实现数字化、智能化控制, 将测爪信号直接接入XC-GRM磨床专用量仪模块,PLC直接读取测爪测量数据,节省了用户的成本,简化了调试过程,并提高了工件的磨削精度。使系统的集成度大大提高。6、实现工件直径测量数字化,实现精确计算快趋量功能,通过量仪模块直接读取工件直径数据。在毛坯上料后,直接测量出毛坯需要的磨量,进而推算出该工件快趋所需要的快趋进给量,以达到快趋结束便开始磨工件的目的,从而大大提高了生产效率。7、实现量仪控制模式下的工件自动对刀,操作工通过屏幕上的对刀按键,PLC控制步进(伺服)电机以低速进给,在对刀过程中自动记录量仪读数的变化,从而自动计算出优化的工艺参数。 8、支持连续多段步进控制,通过PLSR脉冲输出指令,磨床控制需要的四个进给段“快趋、黑皮、粗磨、精磨”可以一次连续完成,中间无须停顿。9、多段步进跳跃功能, 通过PLSNEXT指令,可以在多段步进发送过程中,通过外部条件(而不等该段脉冲发完)直接转到下一段步进。该功能可用于量仪控制。10、 FlashRom存储器, 重要的工艺参数可保存于FD0~FD2047闪存数据区。即使在PLC电池耗尽的情况下,系统仍可保留参数数据。二.基本配置,1、PLC本体:用于磨床的逻辑控制,其输入部分用来接收按钮、行程开关、保护信号等输入信号,其输出部分用来控制步进(伺服)电机、电磁阀、电磁卡盘、测爪收张等, 2、量仪扩展:测爪信号线接入量仪扩展,扩展将该信号输入转化为范围为0~6500数据,并通过扩展接口将数据传输给PLC本体;该模块的电压输出同时控制测爪的“张开/收缩”动作。3、输入点扩展:某些型号的磨床(如203等)可能会出现输入点数不够的情况,可以通过该扩展增加16个输入点。4、人机界面(触摸屏):设备操作人员和设备的接口。通过其画面,操作人员可以了解当前机床的运行状态,进给量,补偿量,套圈当前的直径等等。设备的工艺参数,如快趋量、粗磨量、进给速度、粗磨留量、精磨留量、毛坯范围等等,也是通过人机界面输入PLC本体。另外,设备的故障诊断也是通过触摸屏界面显示出来。在量仪控制时,测爪的零位调整、粗磨到、精磨到等信号调整,也是通过人机界面进行。




 投诉建议
投诉建议
提交

国家重大装备企业齐聚高交会 中国科技第一展11月深圳举行
东土精彩亮相华南工博会,展现未来工业前沿技术

ATMS邀请函 | 以智驭新,协作创造汽车行业新质生产力

直播定档!见证西门子与中科摩通联手打造汽车电子智能制造新范式
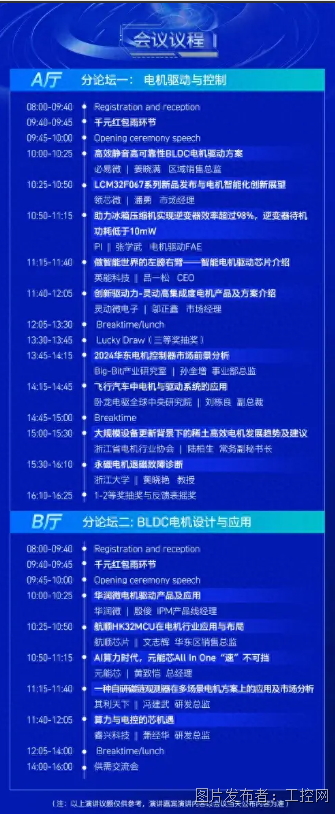
重磅议程抢先看|揭秘行业热点,引领技术潮流