


郑州杰宇重工龙门铣 铣刀选择需综合化
2014/1/3 11:00:39
为了保证平面铣削的顺利进行,在开始铣削之前,应对整个过程有个清楚的估计。比如要进行的是粗铣还是精铣?所加工的表面是否将作为基准?铣削过程中表面粗糙度、尺寸精度会有多大变化?另外,还需要正确选择铣刀的切削参数。郑州杰宇重工龙门铣技术员对此都有深度的研究。
铣刀的直径的选择,标准的可转位面铣刀直径规格为Φ16~Φ630毫米。根据铣削宽度,深度的选择,一般铣削深度和宽度越大,刀具直径的铣刀的直径也应该更大。郑州杰宇重工龙门铣技术员表示,粗铣,铣刀直径较小,精密铣刀直径要大,并尝试以容纳整个工件宽度,减少两者之间的接刀痕迹。
郑州杰宇重工龙门铣技术员对刀具角度选择,刀齿是根据工件材料和加工,普通铣床塑料材料或粗加工选择,选择粗齿铣刀;而铣削脆性材料或半精加工,精加工时,选择中细齿铣削刀具。
铣刀的磨损主要发生在后刀面上,因此适当增加后角减少刀具磨损。工件材料软的最大值,工件材料的硬度取小值;粗齿铣刀取小值,细齿铣刀取最大值。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

直播定档!见证西门子与中科摩通联手打造汽车电子智能制造新范式
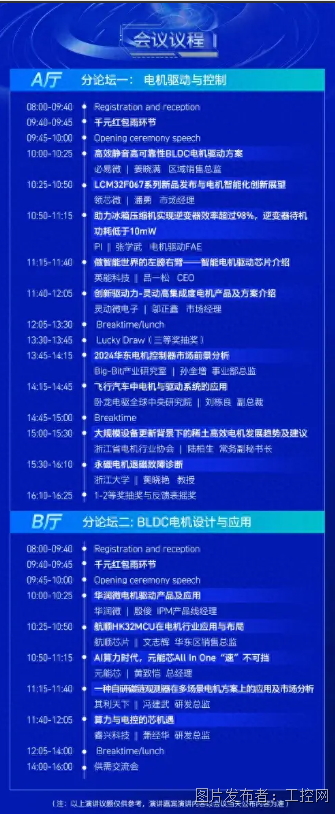
重磅议程抢先看|揭秘行业热点,引领技术潮流

光亚论坛·2024 智能产业聚合高峰论坛举办!

新讯受邀参加华为Redcap产业峰会,并荣获RedCap生态合作奖!

2024年斯凯孚创新峰会暨新产品发布会召开,以创新产品矩阵重构旋转