


加速弥补短板 化工生产自动化前景广阔
化工生产是社会工业的重要组成部分,自动化技术在其中的应用,是社会工业现代化的标志之一。从广义化工自动化看,化工自动化包括两大方面;一是适应于化工过程的控制理论及其策略;二是用于实现控制理论及其策略的工具,即适用于化工过程控制的装置。

过程控制理论从20世纪20年代研究反馈放大器的系统性开始,到40年代确立控制系统设计的根轨迹方法,奠定了经典控制理论的基石。60年代确立了最优控制的极大值原理,建立了控制系统的状态空间表示方法,开拓了现代控制理论发展的新纪元。60年代初到70年代末,微电子技术有了重大突破,微处理器的产生,使现代控制理论面向过程的应用,不仅成为可能,而且出现崭新的局面。70年末80年代初,微处理器渗透许多领域,以微处理器为核心的自动化技术及装备不断涌现。基于遥感技术的航空控制有了重大突破,基于开关量控制的机械自动出现了可编程控制器、计算机集成制造系统,基于模拟量控制的化工自动化产生了可编程调节器、DCS(分散控制系统),从而促进了适用于化工过程控制理论的应用以及化工自动化技术的全面发展。近年来,不确定系统的研究与应用取得了一些成效,但现代控制在这方面的应用仍未能尽如人意。因为许多化工过程系统机理复杂,影响因素繁多,不论采用何种建模方法得到的系统模型总有一定程度的不确定性,直接移植现代控制理论就发生了困难。因此,研究不确定系统的控制方法是有价值的。无论是结构的不确定性还是参数的不确定性研究,最终目的就是要在模型不确定条件下达到满意的品质指标。目前要着重研究参数系统的稳定性判定方法与准则,提高控制系统对模型不确定性的鲁棒性及寻找鲁棒性自适应算法。
许多化工生产过程,像管式反应器、换热器、填料塔等都属于分布参数系统,其特征是状态变量、控制变量和输出变量与空间位置有关,描述对象的数学模型是偏微分方程。设计分布参数系统控制方案基本上分两大类。一类是先集点,即将分布参数系统按空间位置离散化为以时间为自变量的一组常微分方程。直接用集中参数完成控制系统的设计。另一类是后集点,先采用已有的分布参数理论设计反馈系统,在实施阶段才将控制方案进行集点化处理。这方面的研究和应用已有进展,如以分子量分布为参数的系统控制就是很好的思路。目前看来,四大热工变量的检测工具似已成熟,但在化工领域仍会遇到一些成份和物性变量的特殊问题。近年来,利用同位素、光、质谱等手段的检测研究开发与应用成就显着,但采用“软”测量或“软”敏元件的方法是一种新的途径。所谓“软”指的是软件,也是计算机算法。
随着化工生产装置规模的扩大及在高产值方面的进展,生产安全、可靠的重要性越来越被人们所认识。因此,只限于报警和联锁保护措施是不够的。现在要依靠控制理论的进展,依靠计算机的运算分析能力,更进一步地研究、开发、推广应用故障检测与诊断,不正常情况的监测与剖析、容错控制等许多新技术,使安全控制上一个新台阶。有许多装置,操作的裕度较宽,平稳性强,配以合适的控制方案,效果必然很好。反过来,有的装置很难操作,或靠人的丰富经验与高超技能,或靠先进的控制方案,才能保持生产正常。这不仅使先进控制有用武之地,而且大显威力。总之,弥补一些工艺与设备设计应用的不足,化工自动化将有更大的发展。




 投诉建议
投诉建议
提交

直播定档!见证西门子与中科摩通联手打造汽车电子智能制造新范式
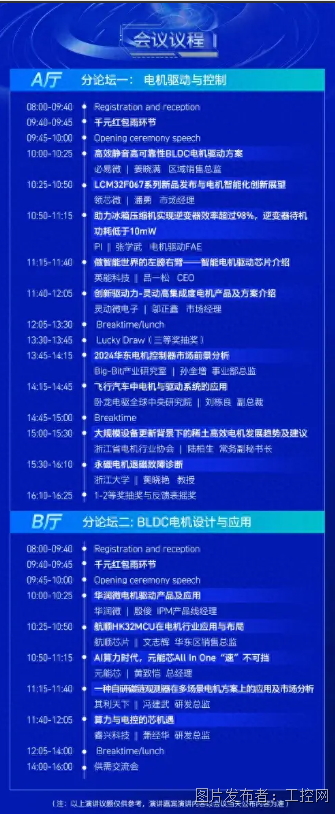
重磅议程抢先看|揭秘行业热点,引领技术潮流

光亚论坛·2024 智能产业聚合高峰论坛举办!

新讯受邀参加华为Redcap产业峰会,并荣获RedCap生态合作奖!

2024年斯凯孚创新峰会暨新产品发布会召开,以创新产品矩阵重构旋转