


FANUC机器人操作指南
FANUC机器人操作指南
1 机器人程序
FANUC机器人程序分为TP、MACRO、CAREL几种类型。
TP为一般程序,用示教器可以创建、编辑、删除。
MARCO为宏程序,在设备调试完成后一般无需添加和编辑,需要时宏程序也可在示教器上创建、编辑、删除。
CAREL为系统自带程序 ,操作者没有编辑权限。
1.1 Fanuc机器人使用Style方式调用程序,主程序名即为Style X ,标准见表1-1。
1: !STYLE10: CARRIED SERVO WELD ;
2: !******************************** ;
3: !SAIC Motor ;
5: !PROGRAM W261 ;
6: !******************************** ;
7: !ECHO STYLE ;
8: TIMER[1]=RESET ;
9: TIMER[1]=START ;
10: GO[1:Manual Style Select]=10 ;
11: RESET WS 1 ;
12: CALL POUNCE1 ;
14: RUN CAP_WEAR ;
15: MOVE TO HOME ;
16: TIMER[1]=STOP ;
17: WAIT (F[1:Capwear Complete]) ;
表1-1 机器人Style程序标准
序号 | 基本用途 | 机器人程序名 |
0 | not valid | N/A |
1 | Common | STYLE01 |
2 | Division #1 | STYLE02 |
3 | Division #2 | STYLE03 |
4 | Division #3 | STYLE04 |
5 | Division #4 | STYLE05 |
6 | Platform #1 Common | STYLE06 |
7 | Platform #1 Division #1 | STYLE07 |
8 | Platform #1 Division #2 | STYLE08 |
9 | Platform #1 Division #3 | STYLE09 |
10 | Platform #1 Division #4 | STYLE10 |
11 | Platform #2 Common | STYLE11 |
12 | Platform #2 Division #1 | STYLE12 |
13 | Platform #2 Division #2 | STYLE13 |
14 | Platform #2 Division #3 | STYLE14 |
15 | Platform #2 Division #4 | STYLE15 |
16 | Platform #3 Common | STYLE16 |
17 | Platform #3 Division #1 | STYLE17 |
18 | Platform #3 Division #2 | STYLE18 |
19 | Platform #3 Division #3 | STYLE19 |
20 | Platform #4 Division #4 | STYLE20 |
21 | Platform #4 Common | STYLE21 |
22 | Platform #4 Division #1 | STYLE22 |
23 | Platform #4 Division #2 | STYLE23 |
24 | Platform #4 Division #3 | STYLE24 |
25 | Platform #4 Division #4 | STYLE25 |
26 | Tool Change | STYLE26 |
27 | Cap Change | STYLE27 |
28 | Tip Align | STYLE28 |
29 | Process 1 Tip Maintenance | STYLE29 |
30 | Process 2 Tip Maintenance | STYLE30 |
31 | Repair | STYLE31 |
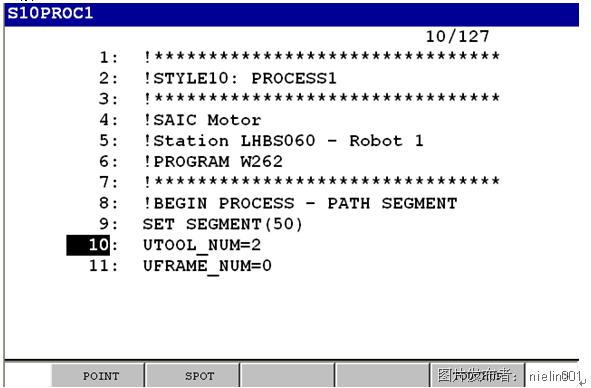
1.2 焊接子程序S(X)PROC(X)命名,如S10PROC1,其中S10代表被STYLE10调用,PROC1即为焊接PROCESS。
1: !******************************** ;
2: !STYLE10: PROCESS1 ;
3: !******************************** ;
4: !SAIC Motor ;
5: !Station RBS010 Robot 1 ;
6: !PROGRAM W261 ;
7: !******************************** ;
8: !BEGIN PROCESS - PATH SEGMENT ;
9: SET SEGMENT(50) ;
10: UTOOL_NUM=1 ;
11: UFRAME_NUM=0 ;
12: PAYLOAD[1] ;
13:J P[1] 100% CNT100 ;
14:J P[2] 100% CNT100 ;
17:J P[5] 100% CNT50 ;
18:L P[6:w261bs1115] 2000mm/sec FINE
19:J P[7] 100% CNT50 ;
.
.
.
.
.
.
87:L P[72:w261bs1245] 2000mm/sec FINE
: SPOT[SD=10,P=1,S=1,ED=10] ;
88:J P[73] 100% CNT80 ;
89:J P[74] 100% CNT100 ;
90:J P[75] 100% CNT100 ;
91:J P[76] 100% CNT100 ;
92:J P[77] 100% CNT100 ;
93: !END PROCESS - PATH SEGMENT ;
94: SET SEGMENT(63) ;
SEGMENT(X)为机器人路径代码,其标准见表1-2.
表1-2 机器人SEGMENT标准
SEGMENT | 用途 |
0 | Unknown |
1 | Pounce |
2 | Home to Repair |
3 | Repair to Home |
4 | Process1 Tip Dress/Purge |
5 | Process 2 Tip Dress/Purge |
6 | Cap Change |
7 | Spare |
8 | Spare |
9 | Spare |
10-13 | Pick 1 Path Segments |
14-17 | Pick 2 Path Segments |
18-21 | Pick 3 Path Segments |
22-25 | Pick 4 Path Segments |
26-29 | Pick 5 Path Segments |
30-33 | Drop 1 Path Segments |
34-37 | Drop 2 Path Segments |
38-41 | Drop 3 Path Segments |
42-45 | Drop 4 Path Segments |
46-49 | Drop 5 Path Segments |
50-54 | Process 1 Path Segments |
55-59 | Process 2 Path Segments |
60-61 | Spare |
62 | Tool Clear |
63 | All Clear |
1.3 POUNCE为焊接准备位置,一般所有车型共用一个POUNCE,如果焊接子程序的开始位置相差较大则可以分开设定(例如RBS010两个工装位于机器人两侧,设定了两个POUNCE)。POUNCE位置设定一般满足以下几个条件:
A. 机器人到POUNCE位置时不与任何工装运动干涉,即在工装运动时机器人可以提前到POUNCE位置,待工装运动完成机器人开始执行PROCESS程序。
B.为保证机器人能直接从POUNCE返回HOME,POUNCE位置一般只有一点,即HOME到POUNCE没有中间轨迹。
1: !************************* ;
2: ! PATH FROM HOME TO POUNCE ;
3: !************************* ;
4: PAYLOAD[1] ;
5: UFRAME_NUM=0 ;
7: SET SEGMENT(1) ;
8:J P[1] 100% FINE ;
9: AT POUNCE ;
1.4 CAP_WEAR为机器人电极帽补偿程序。
机器人在焊接过程中电极帽会有损耗,导致零位不准,所以在焊接完成后伺服枪会执行电极帽补偿程序,将零位作适当偏移,保证零位的准确。CAP_WEAR为机器人自带程序,无需编辑。
1.5 MOV_HOME为机器人返回HOME程序,程序中直接使用位置寄存器PR[],机器人HOME位置设定好后即可使用,无需在程序中编辑。
1: !******************************** ;
2: !MACRO MOVE TO HOME ;
3: !******************************** ;
4: ;
5: ! MOVING TO HOME POSITION ;
6: !-------------------------------- ;
7: CALL GET_HOME ;
8:J PR[1:HOME ] 100% FINE ;
1.6 MOV_REPR为机器人维修位置程序,在维修位置焊枪冷却水会被自动切断,方便更换电极帽,当维修结束时机器人返回HOME后冷却水会自动打开。
1: !**************************** ;
2: !MACRO REPAIR ;
3: ! ;
4: !For Servo gun ONLY ;
5: !**************************** ;
6: GO[1:Manual Style Select]=31 ;
7: SET SEGMENT(2) ;
8: ;
9: UTOOL_NUM=1 ;
10: UFRAME_NUM=0 ;
11: MESSAGE[PROGRAM PATH TO REPAIR] ;
13:L P[1] 500mm/sec FINE ;
14: ;
15: REQUEST CONTINUE ;
18: SET SEGMENT(3) ;
1.7 TD_PROC1为电极帽修磨程序,电极帽修磨分为更换新电极帽和原电极帽两种情况。电极帽修磨时调用#60-#63四套焊接程序,其中新电极帽修磨使用#62和#63 ,#61和#63用于第二把枪的修磨。修磨电极帽时必须保证冷却水正常,并且焊枪STROCK为打开状态。
1: MESSAGE[TIP DRESS PROCESS 1] ;
2: ;
3: !ECHO STYLE AND OPTION ;
4: ;
5: GO[1:Manual Style Select]=29 ;
6: ;
7: SET SEGMENT(4) ;
8: ;
9: !ENABLE STROKE IF IN FFR ;
10: !ENSURES THAT THE GUN CLOSES ;
11: IF DO[43:FFRActive]=OFF,JMP LBL[10] ;
12: $AP_PROC_DSBL=0 ;
13: $SPOTCONFIG.$STROKE_ENBL=1 ;
14: LBL[10] ;
15: ;
16: UTOOL_NUM=1 ;
17: UFRAME_NUM=0 ;
18: ;
19:J P[1] 100% CNT100 ;
20:J P[2] 100% CNT50 ;
21:J P[3] 100% CNT20 ;
22: ;
24: ;
25: IF DI[262:diSW1Stepper1Rst]=ON,JMP LBL[15] ;
26: ;
27: !TIP DRESS SCHEDULE ;
28: !PROGRAM TD POSITION ;
29:L P[4:TD POS.] 1500mm/sec FINE
: SPOT[SD=10,P=97,S=60,ED=10] ;
31: ;
32: LBL[15] ;
33: !PRE-DRESS SCHEDULE ;
34: !PROGRAM PRE DRESS POSITION ;
35:L P[4:TD POS.]] 1500mm/sec FINE
37: LBL[20] ;
38: ;
39: IF R[90:TD1 RETRY]=1,JMP LBL[10] ;
40: ;
43:J P[2] 100% CNT50 ;
44:J P[1] 100% CNT100 ;
45: ;
46: IF $sgcfg[1].$EQUIP_TYPE=1,JMP LBL[99] ;
48: DO[53:Proc1TipMaintReq]=OFF ;
49: LBL[99] ;
50: !DISABLE PROC STROKE IF IN FFR ;
51: !ENSURES HOME IO DOES NOT RUN ;
52: IF DO[43:FFRActive]=OFF,JMP LBL[100] ;
53: $AP_PROC_DSBL=1 ;
54: $SPOTCONFIG.$STROKE_ENBL=0 ;
55: LBL[100] ;
56: ;
57: R[3:TD Count G1]=R[3:TD Count G1]-1 ;
58: R[1:Spot Count G1]=0 ;
59: MOVE TO HOME ;
2 机器人操作
2.1 坐标系
关节坐标(Joint):通过TP 上相应的键转动机器人的各个轴示教
直角坐标示教(XYZ):沿着笛卡儿坐标系的轴直线移动机器人,分三种坐标系:
A World:机器人缺省的坐标系,原点在机器人底座
B JGFAM: 机器人缺省的坐标系,原点在机器人底座
C User:用户自定义的坐标系
工具坐标示教(Tool):工具坐标系是匹配在工具方向上的笛卡儿坐标系,FANUC机器人最多可以定义9个工具坐标。

FANUC机器人有安全速度保护信号,当安全门打开时机器人示教速度不会超过50%,并且手动运行程序速度不会超过30% 。

5%到100%之间,每按一下,改变5%
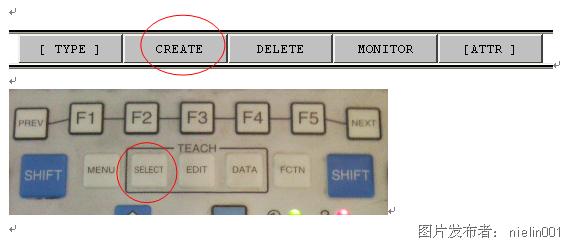
2.3 程序打开和创建
直接按SELECT键,EDIT为当前编辑程序。
选中目标程序后,按ENTER 键确认。
在选择程序目录画面选择呈现编辑画面。
创建程序按F2 CREATE
2.4 运动指令
(1) 运动类型
FANUC机器人运动指令分为三种类型(点焊一般只使用Joint和Linear两种方式)。
Joint 关节运动:工具在两个指定的点之间任意运动
Linear 直线运动:工具在两个指定的点之间沿直线运动
Circular 圆弧运动:工具在三个指定的点之间沿圆弧运动
(2)位置数据类型
P:一般位置
PR[ ]:位置寄存器
(3)速度单位
速度单位随运动类型改变,Joint类型速度从1%到100%,Linear类型速度从1 到2000mm/sec
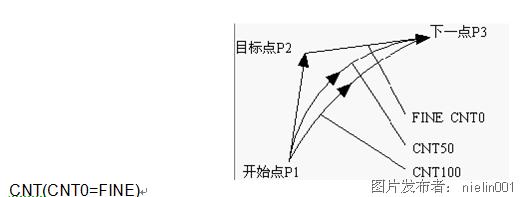
(4)终止类型
FINE:
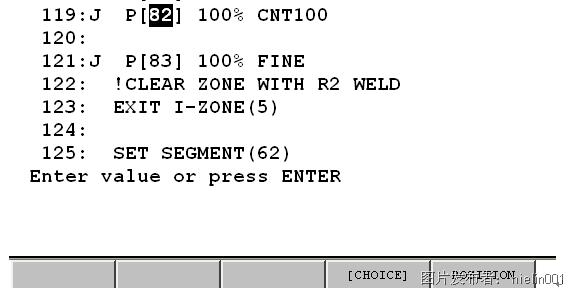
2.5 修正点
1 示教机器人到需要的位置
2 按SHIFT+F5 THUUCHUP
3 要插入点按NEXT键显示F5 [EDCMD]
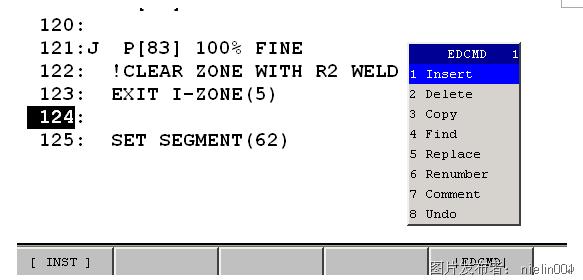
Insert 从程序当中插入空白行
Delete 从程序当中删除程序行
Copy 复制程序行到程序中其他地方
Find 查找程序元素
Replace 用一个程序元素替换另外一个程序要素
Comment 显示注释
Undo 撤消上一步操作
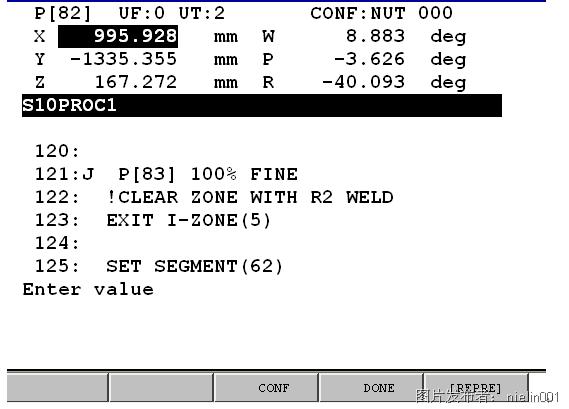
4 显示点的数据,,默认的显示是通用坐标系下的数据,如下图。

3机器人基本配置
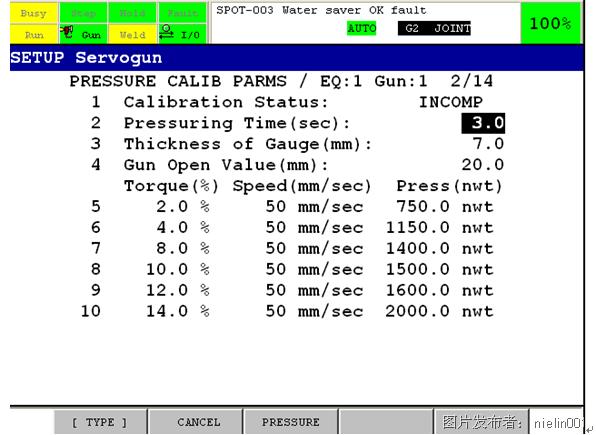
3.1 焊枪压力标定
→MENUS →Setup→Servo Gun
→选择<*DETAIL*> (第二行)→ENTER (没有标定会现实INCOMP)
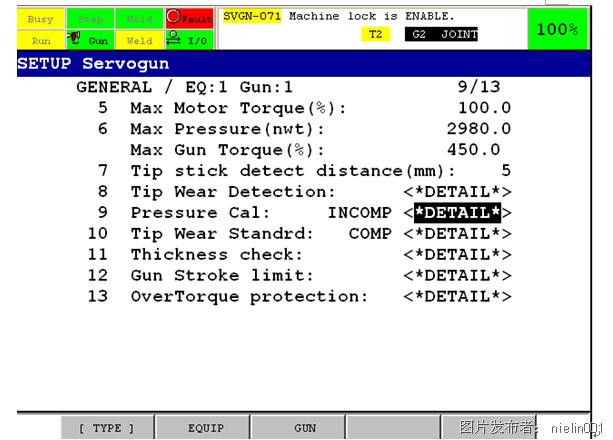
→选择Pressure cal 后的<*DETAIL*>→ENTER
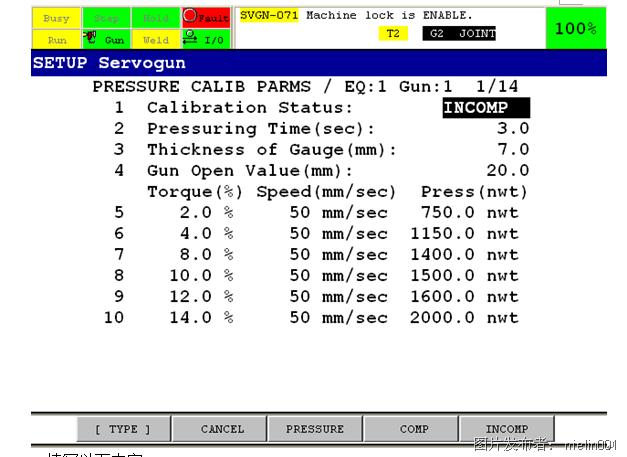
→填写以下内容:
[Pressuring Time (sec)] = 2.0 加压时间2"
[Thickness of Gauge (mm)] 压力计厚度请如实填写
[Pushing Depth (mm)] 压入深度,填
[Gun Open Value (mm)] 标定时枪口每次张开的大小
→尝试输入适当的扭矩值,从低扭矩开始(5%);直到到达匹配的压力
→SHIFT-[F3: Pressure]
→填入压力值
→所有扭矩测量完毕后点击-[F3: comp]
→运行程序 TW_SETG1 (宏)使本目录下Tip wear standard 为COMP
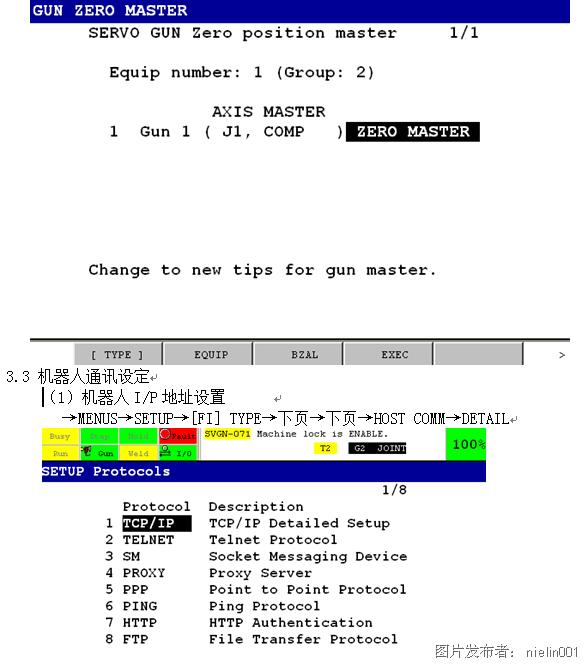
3.2 焊枪零位设置
→MENUS→0→SYSTEM→GUN MASTER
→BZAL→FUNCTION→0→POWER CYCLE(清除报警,否则机器人无法运动)
→把焊枪上下电极杆开到相碰按下(该点即为焊枪零位)
→SHIFT+EXEC(记入)
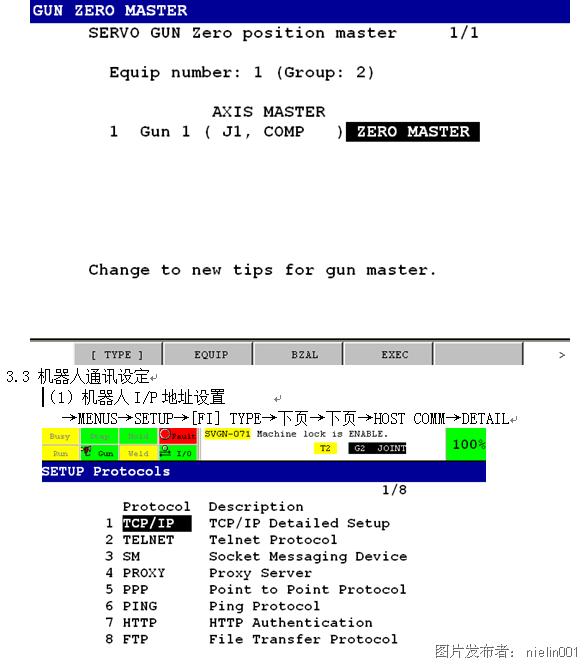
(2)DEVICENET网络设置
→MENUS→I/O→[FI] TYPE→下页→DEVICENET
→选择(82)→[F3] DIAG→[F3] BROWSE
(必须在ONLINE状态下,光标移到63上,波特率为125)
→机器人自动查找→QUERY→POLL
→ADD-SCAN→ADD-DEF→重启
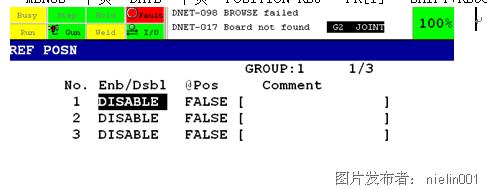
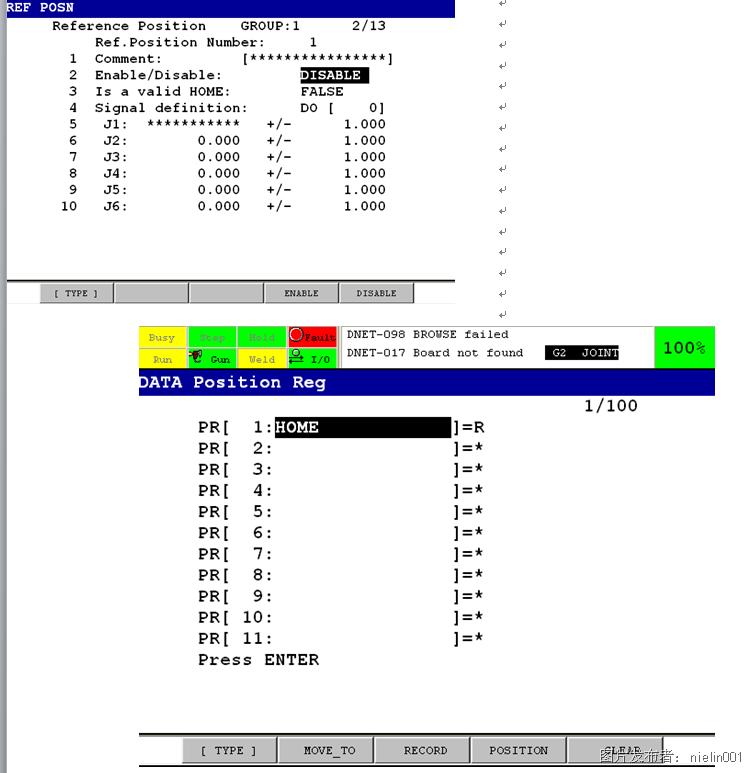
将机器人示教到相应位置
在寄存器中记入位置值
→MENUS→SETUP→下页→REF POSITION→DETAIL
→SHIFT+RECORD
在位置寄存器中记入位置值
→MENUS→下页→DATE→下页→POSITION REG
→PR[1] →SHIFT+RECORD




 投诉建议
投诉建议
提交

自动化机床的故障排除技术浅析
安川焊接机器人编程
ABB机器人控制软件RobotWare应用手册SafeMove(英文)

ABB IRB7600 机器人维护信息
ABB IRC5P机器人培训教材