


手轮在FX5U系列PLC上的应用
2019/7/3 15:39:33
配置信息:
PLC:三菱 FX5U-80MT,FX5U模块中内置的定位功能,搭载了8ch高速脉冲输入的高
速计数功能(200KHZ)和4轴脉冲输出(200kpps)。
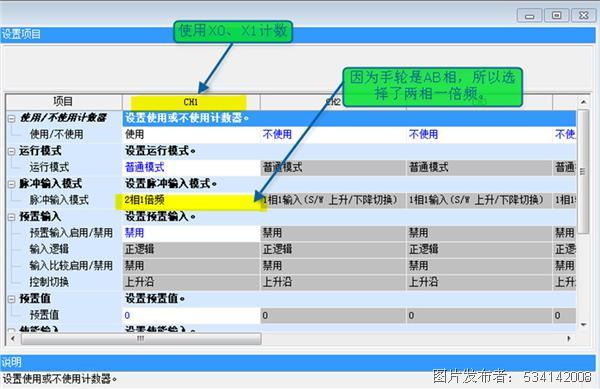
手轮:AB相,脉冲信号DC24V。手轮转动一圈发出100个脉冲信号。有X、Y、Z三个轴选信号,有×1、×10、×100三个倍率信号。
伺服:迈信EP3系列,编码器分辨率10000pulse/rev。
实现功能:
比如手轮选择X轴,倍率选择×1时,手轮转动一格,X轴移动0.001mm;倍率选择×10时, X轴则移动0.01mm;倍率选择×100是,X轴则移动0.1mm。选择Y或Z轴时,Y或Z轴可以移动,选择的倍率不一样,手轮转动一格的,移动量不一样。
功能实现思路:
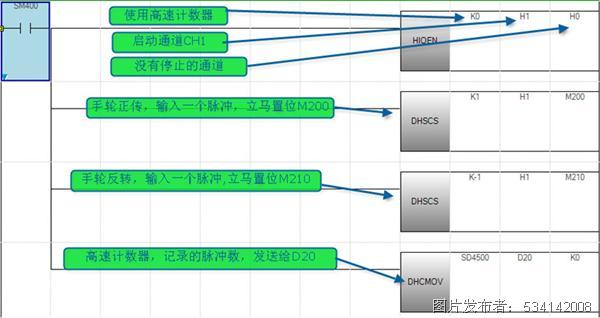
因为有X、Y、Z三轴,所以使用三个子程序,处理三轴的手轮信号。我们以X轴为例,对其进行阐述。当手轮选择X轴时,X轴轴选信号接通,调用X轴轴选子程序。首先我们对脉冲信号进行处理。利用高速计数,记录手轮脉冲数。当高数计数器计数到1的时候,立马把这1个脉冲发送出去,然后利用脉冲发送完成标志位,对高速计数器清零,周而复始。使PLC捕捉到手轮的脉冲信号。(脉冲处理方法,参考网的一篇文章)然后对该脉冲信号进行处理。当手轮倍率选择×1时,脉冲信号乘以1,再由PLC处理后发伺服驱动器。当手轮倍率选择×10时,脉冲信号乘以10,再由PLC处理后发伺服驱动器。当手轮倍率选择×100时,脉冲信号乘以100,再由PLC处理后发伺服驱动器。
具体步骤:
1、 设置高速计数参数
2、 设置高速输出参数

3、 手轮脉冲信号处理
4、手轮倍率信号处理
审核编辑(
王静
)




 投诉建议
投诉建议
提交
查看更多评论