


RS232转Profinet连接测距仪,隐藏的高效秘诀你知道吗?
在汽车制造的精密战场上,0.1毫米的误差可能导致整批车身部件报废。然而,当工程师们试图用传统RS232接口的激光测距仪监控焊接机械臂的定位精度时,却频频遭遇“数据堵车”——9600bps的传输速率如同狭窄的乡村小路,根本无法承载毫秒级高频数据的洪流。如何让低速串口设备接入高速工业以太网?耐达讯自动化RS232转Profinet网关正成为破解这一困境的关键技术。

汽车焊接产线中,激光测距仪需实时向PLC反馈机械臂与工件的距离数据,精度要求达±0.02毫米,采样频率需≥100Hz。但采用RS232协议的测距仪存在三大硬伤:

传输速率瓶颈:9600bps速率下,单次数据传输耗时约10ms,无法满足高频采样需求,导致PLC控制延迟[1];
通信距离限制:RS232点对点传输距离仅15米,产线扩展时需额外布线,增加电磁干扰风险;
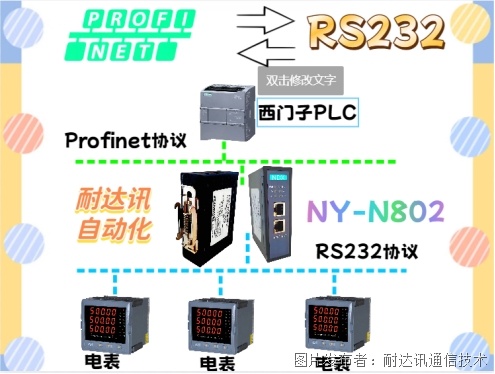
协议兼容性差:多数汽车工厂采用西门子S7-1500等Profinet主站,RS232协议无法直接接入工业以太网架构。
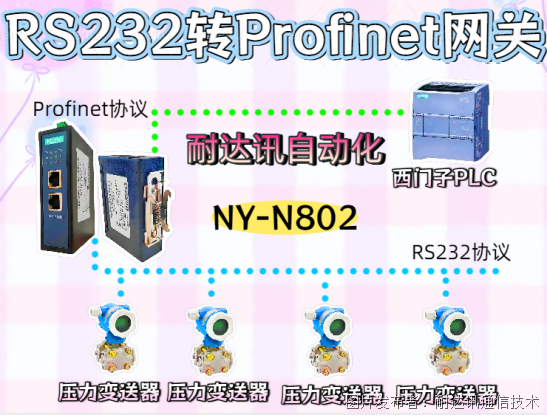
某合资车企的实践给出了答案。他们选用耐达讯自动化RS232转Profinet网关,通过“硬件搭桥+软件翻译”实现三大突破:
1. 速率跃升:网关支持最大1440字节输入/输出数据,传输速率提升至100Mbps,相当于将乡村小路拓宽为双向八车道,测距数据实时直达PLC[2];
2. 即插即用配置:通过厂商提供的调试软件,工程师无需编写代码,仅需三步完成配置:设置RS232参数(波特率9600、8数据位、1停止位)、映射数据地址至Profinet输入区、在TIA Portal中添加网关GSD文件[1][2];
3. 工业级可靠性:网关具备3通道独立隔离RS232接口和双路Profinet交换机功能,-40℃~70℃宽温设计,完美适配焊接车间的电磁干扰环境。

改造后,该产线实现:
实时性:测距数据传输延迟从10ms降至0.2ms,机械臂定位响应速度提升50倍;
稳定性:连续30天无故障运行,数据丢包率<0.01%,不良品率下降12%;
扩展性:通过网关的Profinet接口级联8台测距仪,布线成本降低40%[]。
四、总结:在汽车制造迈向智能制造的进程中,耐达讯自动化RS232转Profinet网关不仅是“协议转换器”,更是老设备的“升级钥匙”。它让传统测距仪、扫码枪等串口设备突破物理限制,无缝融入Profinet生态,为柔性生产、质量追溯提供数据基石。对于追求“零缺陷”的汽车工厂而言,选择耐达讯自动化这类具备高吞吐、易配置、强隔离特性的网关,正是破解“速率鸿沟”的最优解。




 投诉建议
投诉建议
提交
电表数据飞跃:耐达讯RS232转Profinet的协议转换技术揭秘

不可思议!耐达讯这个方法让RS232与Profinet完美牵手数控机床!
破局难题!耐达讯RS232转Profinet如何让压力变送器“飞”上蓝天?