


塑料机械——南大傲拓NA200系列PLC在塑料挤出机行业中的应用
1.概述
在塑料挤出中,熔融物料温度控制的效果直接影响了挤出制品的质量,例如制品表面的残余应力、收缩率及制品质量的稳定性。现有一台双螺杆挤出机,由于较早购置,挤出机的温控系统采用温控仪表。其加热方式为加热瓦分区加热。根据工艺要求,各区设定不同加热温度,采用温控仪表加固态继电器的温控方式。由于温控电路结构复杂,故障率较高,此外,温控表为断续控温方式,因此各加热区温度波动较大,塑料制品的加工质量难以稳定。
针对上述情况,我们设计了以PLC为控制核心的多回路不等温塑料挤出机温度控制系统。经试验,该系统控温精度高,硬件简单可靠,塑料制品加工质量稳定。
设备概况如下:
双螺杆挤出机,D=120mm,L/D=25,最大产量450Kg/h,11个加热段,固体输送段3个,熔融段4个,熔体输送段3个,机头1个。采用水冷方式冷却。
2.系统硬件配置
本系统采用南大傲拓江苏科技有限公司的NA200可编程序控制器为控制核心和温控仪表,来实现温度的采集与自动调节。系统要求实现11路温度控制,每一回路均为设定固定值控制。根据实际要求选用相应的功能模块。
其中CPU模块选用CPU201-4002+AIM201-0404+AIM201-0201+A0M201-0402,集成有24个数字输入端、16个数字输出端、12个模拟输入端、12个模拟输出端,用模量模块控制调控模块实现不间断输出,更好的控制温度。现在用plc做的塑料机械用PID调控模块,很大的占用plc内存,不能时时的反应与控制温度,南大傲拓公司采用时时采集控制温度方法,能更好的控制各温区温度。
温度传感器选用K型热电偶,其测温围适中,线性度较好。
上位机用10.4寸工业触摸屏与 PLC 组成连接。PLC与上位机之间可相互通信,实现对温度的实时监控。
系统硬件配置如下:

图1系统硬件结构组成

图2 温度变化示意图
3.系统工作原理
本系统是一个闭环反馈控制系统。在一个采样周期内,温度传感器(热电偶)将检测到的料筒与机头温度信号,经模拟量输入模块AIM201-0404,由CPU读取。CPU将读取的数值PV与设定值SP进行比较,得到偏差e = SP—PV。根据偏差的大小和温度控制策略进行计算,得到控制输出,通过模拟量模块控制调控模块(本模块是不断电停止,在启动时对电网的冲击忽略为0,而且能及时启动没有延时,在第一时间做出反应)。通过控制调控模块在一个采样周期中的导通时间即可控制加热器的加热时间,或者冷却风机的工作时间,从而达到控制温度的目的。
4.温度控制策略
在进行温度调节调解时,比例调节反映系统偏差的大小,只要有偏差存在,比例调解就会产生控制作用,以减少偏差。微调节根据偏差的变化趋势来产生控制作用,它可以改善系统的动态响应速度。
由于物在料挤出机的不同区段状态不同,所设定的温度也不同,因此不同的区段控制精度也不同。
在固体输送段,物料为固态颗粒,物料与机筒之间的作用力是摩擦力。在摩擦力作用下,电机的机械能转化为热能,物料被挤压成固体塞。物料温度升高,软化,该段的设定温度低于物料的熔融温度,温度控制精度较低。
在熔融段,与机筒内壁接触处的物料达到熔融温度区域,物料开始熔融。物料逐渐由固态熔融为液态。该阶段物料需要吸收大量的热,同时又要防止物料温度过高分解,因此该段温度控制精度较高。
在熔体输送段,该段又被称为均化段。在这一段一是要保证物料成分均匀混合,同时也要保证物料温度均匀分布。该段的温度控制结果决定了最终的温度控制结果,因此这一段的温度控制精度最高。

5.PLC编程
本系统采用NA200编程软件,选用梯形图编制温度控制程序。由于本温控系统中每一回路采用的控制策略及所完成的功能均相同,因此采用结构化程序设计方法设计温度控制程序。程序运行时,主程序调用相应的子程序进行计算,得出各加热段相应的输出量。
PLC与上位机的通信主要通过读取和改变 PLC的232来实现,包括实际温度数据块、设定温度数据块、加热调控模块信息数据块、冷却调控模块信息数据块、各中间继电器报警信息数据块等。
6.画面组态
6.1主屏功能与实现
主屏主要显示各加热区实际温度,加热器及冷风机的开闭状态等,通过图形编辑器和相应的标签管理来实现。

6.2温度趋势图的设计与实现
温度趋势图主要显示各加热区的历史温度和当前温度,通过触摸屏将时间取样数据和事件记录在数据库。

7.结束语
本论文创新点:根据挤出理论,分析挤出机各段的温度分布情况,根据各加热段所处的不同位置,采用不同的温度控制精度来设计智能PID温度控制系统,降低了控制难度。用PLC做控制核心,实现温度控制的要求。经试验,在新的温控系统控制下,挤出机工作平稳,取得良好的控制效果,温度超调量小于3℃,静态误差小于±1℃。




 投诉建议
投诉建议
提交
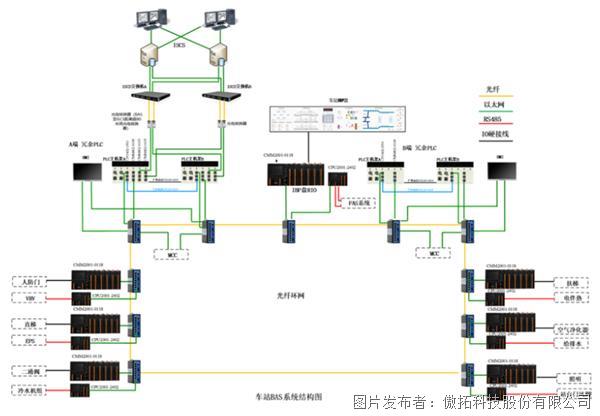
傲拓科技NAPLC在青岛地铁4号线BAS系统的应用

傲拓科技中大型PLC选型手册(第五版)
傲拓科技NAPro编程软件使用手册v6.03
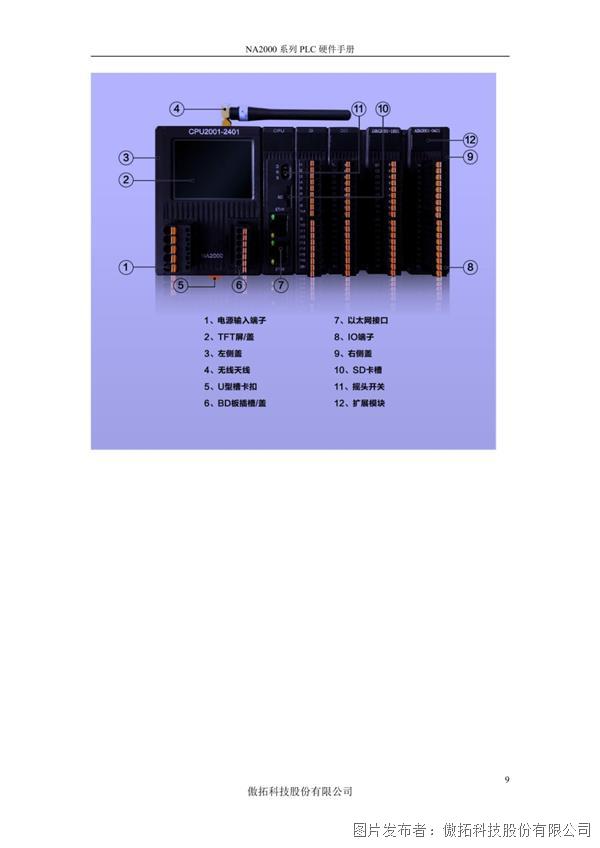
傲拓科技NA2000系列PLC硬件手册V2.46
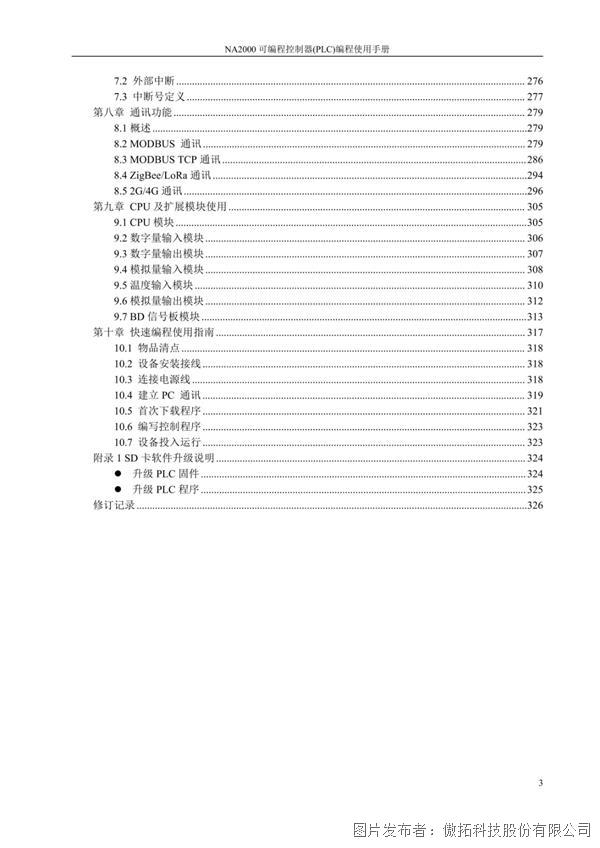
傲拓科技NA2000系列PLC编程使用手册V2.13