


唐钢转炉二次除尘风机变频改造纪实
1前言 唐山钢铁集团公司第二钢轧厂坐落在唐钢股份公司大院内,厂区面积约1.8km2,有加料炼钢、一、二、三期连铸、高线轧钢、棒材轧钢、型钢轧钢等主要厂房11座,厂房总建筑面积约251966m2。唐钢第二钢轧厂炼钢设备有55t顶底复吹炼钢转炉4座,全弧型连铸机5台,其中1、2号机为一期连铸,生产165�280、160�225、165�165三种规格连铸矩型坯和方坯,年设计能力为60万t。3号机为二期连铸,生产150�150方坯,设计能力为22.5万t/y,5号机和6号机为三期连铸,生产的产品规格为150�150、165�165两种方坯,设计能力为65万t。目前我厂炼钢、生产连铸坯达400万t。 2 炼钢工艺介绍 2.1 原料贮运 转炉冶炼所需原料主要为高炉铁水、废钢、铁块。铁水由炼铁厂用内燃机车牵引鱼雷罐车至铁水倒罐站,由铁水倒罐站将铁水折入铁水包,再兑入转炉中冶炼。所需的废钢、铁块由电磁吊式起重机装入废钢斗,再由起重机加入转炉内,称量通过天车电子称完成。石灰石、铁皮球等辅料,经皮带输送机送入高位料仓,通过称量漏斗称量后经溜槽加入转炉内。 2.2 转炉冶炼 处理好的废钢按工艺要求加入转炉,高炉铁水由铁水包按要求亦加入转炉内,然后将转炉摇至垂直,从炉口插入氧枪供氧吹炼。转炉采用顶底复吹工艺。生产中根据工况和所要冶炼的钢种加入散装料。当氧枪吹炼达到预定参数,即可提升氧枪及烟罩,进行测温及取样工作。 在钢水温度、成分合格后,将转炉倾动,同时将炉下部轨道上钢水包车移动至出钢位置进行出钢。转炉出钢时,氧枪处于高位,二次除尘系统高速工作。出钢后,开始加入铁合金。在加入过程中,通过调整铁合金加料槽的位置,来保证铁合金在加入时间、加入位置上能够熔化完全,并在出钢钢流的冲击下搅拌均匀。 出钢完毕后,转炉恢复到垂直状态,钢水包进入连铸工序进行连铸。 2.3转炉除尘 我厂转炉除尘系统由五台一次除尘、四台二次除尘以及一台综合除尘组成。在转炉炼钢过程中随着冶炼的阶段不同,烟气收集方式也不同,为此我厂合理配置除尘,尽量达到理想的环保要求,在天车调包到转炉平台的阶段产生烟尘主要通过厂房顶部的顶吸综合进行处理,在转炉装铁和出钢阶段产生的烟尘主要通过二次除尘处理,在转炉冶炼的阶段产生的烟尘主要通过一次除尘处理。烟气通过转炉一、二次除尘系统进行处理,回收的含氧化铁粉尘用于烧结或造球后用于炼钢生产。处理后回收的高浓度一氧化碳作为燃料用于轧钢生产等。烟气汽化冷却烟道产生的烟气带出的热量可以副产水蒸汽。 3 改造的必要性 在转炉炼钢过程中,不可避免地会产生大量的烟气。但是在一个吹炼周期中烟气的产生量以及收集方式是不同的,在吹炼期会有大量的烟气产生并且由活动烟罩收集通过一次除尘处理,少量溢散的烟尘通过布置在炉口四周的二次除尘管道收集,在非吹炼期基本上没有有害的烟气,但是转炉在装铁和出钢时将产生一定量的烟尘,由于此时转炉倾动为水平状况,一次除尘基本不起作用,所以这部分烟尘主要由布置在炉口四周的二次除尘吸口收集处理。在一个吹炼周期中,对一、二次除尘风机风量的要求如图1所示:
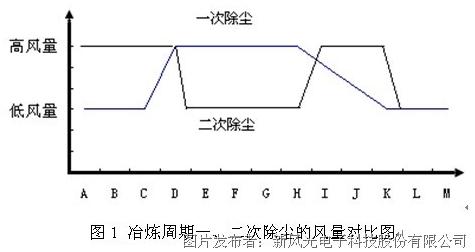
其中:A�����-C段为加废钢和兑铁水时间; C点为转炉擎动信号 D-H段为吹氧时间 H点为氧枪退出信号 I-K段为出刚时间 K-M段为到渣和护炉时间 由此可以看出,在一个吹炼周期中,对一、二除尘风量的要求是不同的。其中二次除尘风机仅在冶炼周期的装铁和出钢阶段起主要作用。在工频状态下,除尘风机原系统在风机启动后电动机按额定的转速运行。在整个生产过程中原系统的电动机始终处于满负荷的状态下运行,风量主要通过挡板风门调节,无法达到合理的利用,造成了很大的风量和能量浪费。其次有烟气时,由于烟气的温度高,相对密度小,系统运行还较为正常。在吹炼周期时,由于二次除尘风机吸入的是空气,相对密度大,经常导致电动机过负荷运行,并且使用挡板风门调节时,存在执行机构的开度与流量的关系曲线的线性问题,往往自动控制系统无法正常工作。风机高速运行会导致电动机轴瓦的使用寿命非常短,不但增加了维修费用,而且大大增加了设备故障时间。除尘风机为离心式风机,启动时间长,启动电流大,对电动机和风机的机械冲击力很大,严重影响其使用寿命。 应用高压变频调速技术,通过改变电动机的转速来调节风量,可使电动机在生产过程中实现变速运行。在生产需要高风量时电动机高速运行,其余均为低速运行,大大缩短了高速运行的时间。由于电动机额定转速与其轴功率呈三次方关系,当风机电动机的速度降低时,其节能效果是非常明显的,从而大大降低了炼钢的成本。 因此公司领导决定对我厂转炉除尘风机进行变频改造。经过考察和论证,选用山东新风光电子科技发展有限公司生产的风光牌JD-BP37/38高压变频器系列对转炉除尘风机进行改造,改造达到了预期目的。 4风光公司高压变频调速系统技术特点 风光牌JD-BP37/38系列高压变频器以高速DSP为控制核心,采用无速度矢量控制技术、功率单元串联多电平技术,属高-高电压源型变频器,其谐波指标远小于IEE519-1992的谐波国家标准,输入功率因数高,输出波形质量好,不必采用输入谐波滤波器、功率因数补偿装置和输出滤波器;不存在谐波引起的电机附加发热和转矩脉动、噪音、输出dv/dt、共模电压等问题,可以使用普通的异步电机。风光高压变频器被评为中国名牌产品。具体来说,风光高压变频器除具有一般普通变频器的性能外,还具有以下突出特点: (1)采用高速DSP作为中央处理器,运算速度更快,控制更精准。 (2)飞车启动功能。能够识别电机的速度并在电机不停转的情况下直接起动。 (3)完整的工频/变频自动互切技术。现在的高压变频调速系统一般设置工频旁路切换柜,变频器发生故障时 能使高压电机转至工频运行,旁路切换有手动旁路和自动旁路切换两种型式,手动旁路需人工操作,适应于无备用装置或不重要的运行工况,自动旁路可在变频器发生故障后直接自动转换至工频运行。新风光公司提供的自动旁路切换柜,不仅可实现变频故障情况下自动由变频转换至工频运行状态,还可实现在变频检修完毕后由工频瞬间转换至变频运行的功能,整个转换过程不会对用户设备的运行造成任何影响。 (4)旋转中再启动功能。运行过程中高压瞬时掉电3s内恢复,高压变频器不停机,高压恢复后变频自动运行到掉电前的频率。 (5)线电压自动均衡技术(星点漂移技术)。变频器某相有单元故障后,为了使线电压平衡,传统的处理方法是将另外两相的电压也降至与故障相相同的电压,而线电压自动均衡技术通过调整相与相之间的夹角,在相电压输出最大且不相等的前提下保证最大的线电压均衡输出。 (6)单元直流电压检测:实时显示检测系统的直流电压,从而实现输出电压的优化控制,降低谐波含量,保证输出电压的精度,提升系统控制性能,并可使保证运行维护人员实现对功率单元运行状况的全面把握。 (7)单元内电解电容因采取了公司专利技术,可以将其使用寿命提高1倍。 (8) 散热结构设计合理,单元串联多重化并联结构,IGBT承受的电压较低,可以有较宽的过压范围(≥1.15Ue),设备可靠性更高。 (9) 具备突发相间短路保护功能。如果由于设备原因及其他原因造成输出短路,此时如果变频器不具备相间短路保护功能,将会导致重大事故。变频器在发生类似问题时能够立即封锁变频器输出,保护设备不受损害,避免事故的发生。 (10) 限流功能:当变频器输出电流超过设定值,变频器将自动限制电流输出,避免变频器在加减速过程中或因负载突然变化而引起的过流保护,最大限度减少停机次数。 (11) 故障自复位功能:当变频器由于负载突变造成单元或是整机过电流保护时,可自动复位,继续运行。 5 主回路控制 为了最大限度的提高设备的利用率,从而保证生产,系统采用一拖一手动工/变频切换方案,系统主回路控制原理如图2所示。
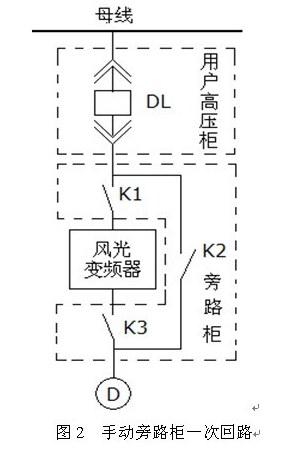
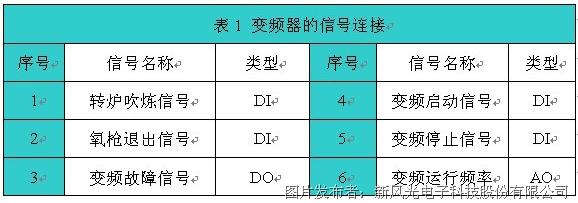
旁路柜中,共有3个高压隔离开关,为了确保不向变频器输出端反送电,K2与K3采用电磁互锁操动机构,实现电磁互锁。当K1、K3闭合,K2断开时,电机变频运行;当K1、K3断开,K2闭合时,电机工频运行,此时变频器从高压中隔离出来,便于检修、维护和调试。 旁路柜必须与上级高压断路器DL连锁,DL合闸时,绝对不允许操作旁路隔离开关与变频器前后隔离开关,以防止出现拉弧现象,确保操作人员和设备的安全。 6 系统控制信号连接 依据生产工艺,可以利用氧枪退出信号和转炉吹炼信号来进行二次风机电动机的高、低速度控制。为了满足在装铁和出钢时对烟气量的处理要求,此时二次除尘电动机必须运行在最高速;吹炼时时烟气量主要由一次除尘处理,将二次除尘的风量调到低速;其他时间转炉基本不产生有害气体,这时风机也低速运行即可。 当有转炉氧枪退出信号时,变频器给定信号是最高速,此时变频器开始加速运转,通过调节变频器的加速时间,使变频器迅速达到最高速,直至下一炉装铁完毕。当转炉进行吹炼时,变频器低速运转信号给出,变频器开始减速,电机运行在低速阶段。变频器的高、低速度值是可以按烟尘量随时进行调整的,从而完全能够满足系统生产工艺的要求。 变频器控制系统与现场之间的主要信号如表1所示:
7 变频改造运行效果 除尘风机变频改造后,2011年1月,5套高压变频器一次性投入生产,至今运行正常。经过厂设备科的测试,系统达到了预期的效果。转炉二次除尘风机变频改造后,风机电机输入电流有明显下降,设备实现了软起动,改善了除尘设备的运行工况,极大地减轻了设备起动时对供配电系统的冲击。改造效果是非常明显的。 7.1 设备概况 二钢四座二次除尘风机和一台白灰通廊除尘风机全部配套转炉长期运行,变频改造前由于无法调节频率,使电机长期处于高速运行,其中2#~4#炉二次除尘风机为1000kW/6kV,1#二次除尘风机为1800kW/10kV,白灰通廊除尘风机为1000kW/6kV,二钢四座二次除尘风机和一台白灰通廊除尘风机及选用高压变频器设备如表2所示。

7.2节能效果分析 为了对比节能效果,统计在日均产量11000t的情况下,变频改造前后运行耗电情况。表3为改造前工频运行相关数据。

五台除尘风机总功率为5800kW,实际消耗总电耗为11.399 kW?h /t.当全厂精炼品种钢无特殊变动时(月产约5万t时),五台除尘风机总消耗电能占全厂总电耗的27.1%。 通过变频改造后,根据实际工况进行自动调节频率,主要是在装铁和出钢时将二次除尘风机调至高速,吹炼时调至低速,在保证达到除尘效果的情况下能最大限度的节省电能,通过运行效果表明,节能效果很明显,表4为改造后变频运行相关数据。

改造后五台除尘风机实际消耗总电耗为6.724 kW?h /t,整体节电比率为41.01%。按月产量33万吨计,月节电为(11.399-6.724)kW?h /t *330000t=1542750 kW?h,年节电为1542750*12=18513000 kW?h。 7.3 间接效益 (1)变频改造后,实现电机软启动,启动电流小于额定电流值,启动更平滑。 (2)有效地改善了现场运行环境,由于电机以及负载转速下降,大大降低了设备噪声污染,现场操作人员非常欢迎。 (3)功率因数提高到0.95以上,减少了线路损耗。 (4)减少了维护工作量和维护费用,延长了设备的使用寿命。 采用变频技术调速后,设备随生产工艺变速运行,大大降低了设备负荷率,延长了风机、电机等设备的使用寿命。 (5)变频器具有多项保护功能,十分完善。 与原来旧系统相比较,变频器具有过流、短路、过压、欠压、缺相、温升保护等多项保护功能,更精确地保护了电机。 (6)调速范围宽,调速精度高。 与过去挡板调节风量相比较,采用变频拖动风机可以在0~50Hz范围内任意调节,调节精度高,调节频率波动可保持在0.1~0.01Hz范围内,便于实现风机系统自动化控制。 8 结束语 经过国内变频器厂家的不断努力,国内变频器产品以其性能良好,性价比高,良好的本地化服务,广泛应用于各行各业,并且综合效益显著,能短期内为用户收回投资。随着国家对节能减排工作力度空前加大,变频调速技术发展前景十分广阔,已迎来历史黄金发展时期。 参考文献 [1]山东新风光电子使用手册[Z]. 山东新风光电子科技发展有限公司。 [2]山东新风光电子JD-BP37/38高压变频调速系统唐钢公司调试大纲。 [3]山东新风光电子JD-BP37/38高压变频调速系统唐钢公司验收报告。 作者简介 马超空(1984~ ),男,电气专工,供职于唐山钢铁集团公司第二钢轧厂设备科。




 投诉建议
投诉建议
提交

国内矿用高压储能应急电源投入使用

新风光举行“质量为先 安全是天”2021年质量日演讲比赛

昔日无线电小厂今获国家科技进步二等奖
喜讯:山东能源新风光荣获国家科技进步二等奖

新能源+储能是未来储能主要应用领域