


采用嵌入式实时操作系统μC/OS Ⅱ的3D打印机的控制系统
本文简要介绍了三维打印机原理与控制系统,重点论述了采用μC/OS Ⅱ操作系统开发三维打印机中任务的划分及任务间的通信技术。将三维打印分为4个用户任务,分别是触摸屏操作任务,显示屏显示任务,数据生成任务,打印任务。
凭借μC/OS Ⅱ灵活的任务间通信的能力,采用消息邮箱Mbox从数据生成任务中将打印数据传送给打印任务。在不同任务中,将暂时不需要工作的任务挂起,而将需要工作的任务恢复运行,圆满地实现了三维打印的快速、精确控制。
0 引言
三维打印制造是近年来快速制造领域的热点技术之一,根据本小组的研究,采用μC/OSⅡ操作系统开发三维打印机,能够将打印机的各项工作分解为不同的任务,每个任务完成特定的一些工作,从程序模块的划分上,任务明确,层次清晰。其中关键是不同任务之间的同步与通信,凭借μC/OS Ⅱ系统灵活的任务间通信的能力,经过精心设计和调试,圆满地实现了任务间的通信。使各个任务协调一致、有条不紊的工作,实现了三维打印的快速、精确控制。
1 三维打印原理与控制系统简介
三维打印机的打印头固定在一个确定的高度上,打印的零件处在打印头下面的工作台上,对零件从最底层往上进行逐层打印,打印完一层,工作台下移一层,再打印零件的上一层。工作台上下移动称为Z 向移动,由一个控制Z 向运动的电机驱动,在打印一个零件时,有两个送丝电机,一个送粗丝,用于基础骨架打印,另一个送细丝,用于零件精细部分的打印。打印前在PC计算机上对零件进行三维打印的数据处理,将零件分为若干层,每层厚度为Δh,每层按照最优方向划分为若干紧密相邻的剖面线,打印机打印的就是这些剖面线。打印确定的一层时,打印头的运动是一个二维平面运动,每一条线的打印,都是由X 方向的驱动电机和Y 方向的驱动电机协同工作,完成一条线的打印。这样逐条线打印直到打印完本层的所有线条,就完成了本层的打印。这样,共需要X 向、Y 向、Z 向3个电机及2个送丝电机共计5个电机的实时控制,才能实现三维打印。因此三维打印可以视为一个五轴联动系统。
对其控制系统研究的结果是,采用目前ARM 最新版本V7架构的ARM Cortex M3作为主控器的CPU是很好的一个选择。这里选用的就是基于ARM Cortex M3 内核的由意法半导体出品的STM32F103VE6T,该MCU 为32 位,主频72 MHz,内含512 KB的FLASH闪存,可以存放多达512 KB 的程序代码,有64 KB RAM,8 个多功能定时器。片内其他资源丰富,其速度和资源能很好地满足三维打印机的控制要求。选用了5个通用定时器分别作为X、Y、Z 方向运动电机和2个送丝电机的控制器,选用定时器T6作为每条线段打印的总时间定时器。在对几种嵌入式操作系统进行比较后,选用了实时性最好、代码量最小、功能强大的μC/OS Ⅱ系统。在Keil集成仿真平台上完成了软件与硬件系统的设计开发与调试。
2 三维打印任务划分
所有需要在打印之前就完成的工作,全部放在初始化部分完成,例如I/O 口的初始化、串行通信初始化、LCD显示器初始化、打印控制所需的6个定时器的初始化、打印头初始位置确定、打印头预热、打印模式设置等。
打印过程中的工作划分为四个用户任务,具体内容见表1.
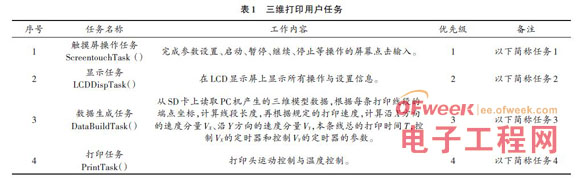
再加上两个系统任务--空闲任务OSIdleTask()和统计任务OSStatTask(),一共有6个任务在系统中运行。
3 三维打印任务间的通信
μC/OS Ⅱ任务间通信的方法有多种,这里采用消息邮箱Mbox进行数据传送,采用若干全局变量作为工作状态标志和任务握手信号。在初始化结束后,执行了操作系统启动函数OSStar(t )后,系统就开始了任务调度与管理。
任务1是触摸屏操作任务,其优先级最高。任务调度一开始,就会运行该任务。在该任务中对触摸屏进行两次数据读取,判断有没有屏幕操作,有屏幕操作的话,其位置在何处,是一个什么操作,再转向对应的程序进行处理。然后通过调用OSTaskSuspend(1)函数自行挂起。再次激活该任务是通过系统时钟节拍中断服务函数OSTickISR()[6],激活方法是在该函数中调用OSTa-skResume(1)即可。这样在时钟节拍中断函数退出后,由于任务1优先级最高而得到运行。由于点击屏幕操作的时间通常大于100 ms,因此系统时钟节拍中断函数的频率设置为200次/s.这样的频率足以捕获每次触摸屏操作。并且能够满足三维打印任务调度的所有实时需求。
任务2是LCD 显示任务,其优先级为次高,其激活与挂起的方法与任务1不同,而是在需要显示时,由需求的任务通过调用OSTaskResume(2)激活,显示字符送给显示器后,任务2通过调用OSTaskSuspend(2)函数自行挂起。
打印过程的程序框图如图1所示。
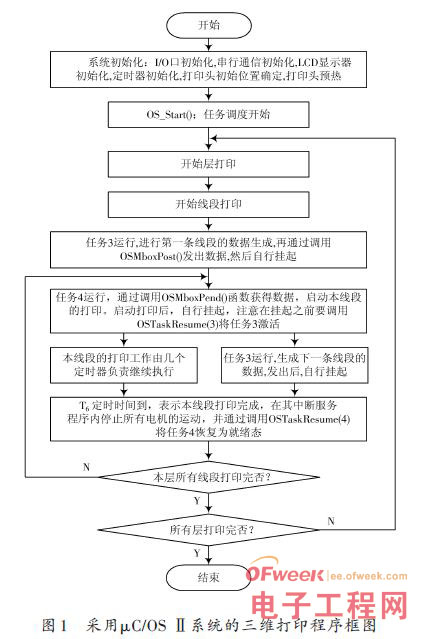
在任务3 获得CPU 的使用权时,在其中进行SD 卡数据读取与数据处理,生成一条打印线的控制数据,生成的数据通过消息邮箱MboxPost()发出,然后任务3通过调用OSTaskSuspend(3)函数自行挂起。其后任务4获得CPU 的使用权,在其中通过调用OSMboxPend()取得任务3所生成的那些数据,之后将这些数据送给控制各个电机运动的各个定时器,启动这些定时器开始工作,实际上就是启动了那些电机,从而启动了打印头的运动。然后通过调用OSTaskResume(3)函数将任务3恢复为就绪态,之后任务4通过调用OSTaskSuspend(4)函数自行挂起。而打印工作在几个定时器的控制下继续进行。同时任务3由于其较高的优先级,会获得CPU的使用权,从而进行下一个线段的数据生成。数据生成占用时间很短,数据生成后又通过OSMboxPos(t )发出。
然后任务3 通过调用OSTaskSuspend(3)函数又自行挂起。这时任务3和任务4都处于挂起状态。此时本条线段的打印还在进行,系统运行空闲任务OSIdleTask()和统计任务OSStatTask()。
直到本线段打印完成后,负责打印总时间的定时器T6 定时时间到,程序执行会进入T6 的中断服务程序。
在该中断服务程序内,先停止各电机的运转,也就是停止打印头的运动和送丝运动。然后又开始下一条线段的打印。周而复始,直到打印完本层。再打印下一层。
直到所有层打印完成。
4 结语
凭借μC/OS Ⅱ系统强大的多任务调度与管理能力,通过任务间的通信,实现了多任务实时操作,数据生成工作与打印工作同时进行,实现了三维打印的快速精确控制,提高了CPU的工作效率。




 投诉建议
投诉建议
提交

东芝TC-Mini/PLC在锯片磨齿机上的应用案例
利用工业4.0打造新一代智能工厂
汇川PLC在水钻机控制系统上的应用