


维控HMI和PLC在锯边机上的应用
2015/8/24 11:11:28
一、简介
采用伺服系统、PLC控制系统代替了传统变频器控制(绝对坐标 绝对编码器 最高产量),减少了传感器、接近开关,并且永远带记忆功能(记住锯边板材的位置),杜绝了因传感器、 接近开关失灵锯坏板材现象,杜绝了传感器接近开关经常损坏拆换的繁琐。用伺服电机牵引,二轴联动,速度快,产量大,程序任意设置,两人操作,大大降低了劳动成本。
二、工艺要求
此设备分为横向伺服和纵向伺服,纵向送料启动后纵锯钳手夹紧后开始纵向裁剪,因为纵锯行程长,为了提高工作效率,故在纵锯运行当中分为多个阶段的速度运行,即匀速切锯运行、高速运行、到位减速运行三个阶段来提高工作效率。横锯因为行程短所以不需要考虑加速运行。
三、方案
该控制系统主要采用维控人机界面LEVI102L,PLC主机采用小型LX3V-1616MT以及扩展模块LX3V-16EYR。简要方案如下:首先设备分为自动和手动模式,自动为正常加工模式,手动是为了方便单独使用,便于检测维修及清理工作。自动主要通过PLC控制伺服电机到达指定位置,纵锯平台先工作到位,然后控制横锯以及其它接触器和电磁阀工作,中间配合触摸屏自由设置各电磁阀动作时间和动作位置,位置自动加工。屏和外部按钮双向控制设备的运行,完善的监控系统可在触摸屏上看到各电磁阀的动作以及横、纵锯当前的位置,使操作人员更便于操作以及检修。
四、程序简要介绍
1.主要为模式选择及监控

2.该画面主要是内部参数设定




以上为触摸屏的画面,以下为PLC程序:
主要运用的PLC的绝对定位DDRVA指令,能准确的找到设置位置。并且位置断电记忆,以及PTO指令的实际应用。

五、工程总结
本设备依靠PLC来控制伺服电机及其它电机和继电器工作运行,手动和自动的操作以及为了能适应更多的工作场合因此自动部分又有两种工作模式。两种模式可以随意进行切换,并且每个动作都可以很清楚的在触摸屏上显示出来,可以一目了然。除此之外,触摸屏也可以设置每段加速以及匀速高速运行减速运行的运行频率以及距离来提高工作效率,维控PLC在控制位置方面更体现了高速、定位精确的卓越性能。不仅如此维控PLC各种功能都非常强大,运行可靠、稳定,编程上指令及风格简单易学。对应维控的HMI功能齐全、编程简洁,与其他HMI产品相比,界面友好,给用户编程和维护都带来极大方便。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
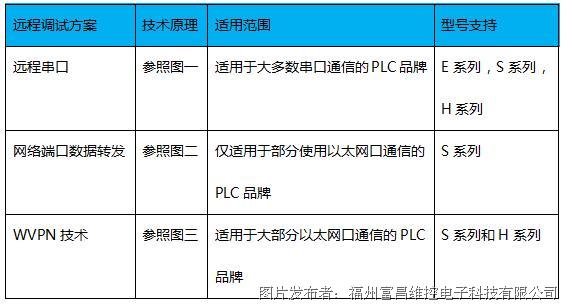
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!