


维控HMI和PLC在双斗称重包装设备的应用
一、简介
现如今新型燃料无烟煤球在包装环节一直依赖于人工,在包装过程中产生的粉尘极大的危害了工人的健康,国家有明文规定不可在此岗位连续工作两年以上,所以厂商往往会以丰厚的薪酬来聘请工人。所以,在此种情况下就出现了为编织袋包装煤球定制的设备:双斗称重包装机。
二、工艺要求
自动模式下设备需要完成取袋、称重、装袋、缝口这些动作的自动化,中间环节不需要任何人工,且设备在发生故障时立即停止、提示故障,以便减少损失。
调试模式下需要各部分靠按钮单独启停,且要防止撞车。
三、机器特色
1.设备自动称重、下料,实现了产品重量的精确。
2.包装袋的取放全部实现自动化,节省人工,防止了职业病的危害。
3.采用双料仓称重,大大的提高了生产效率。
四、方案
该控制系统采用维控人机界面LEVI-700LK,PLC主机采用LX3V-3624MR,扩展模块有LX3V-E16X加LX3V-2WT构成。
此设备在机械动作上可分为取袋、套袋、称重、下料、抱袋移动和整袋封口六大部分。在电气控制上需细分为:补袋、移袋、开口、取袋、套袋、送料、下料、抱袋移动、缝包输送。
报警要求:
1>补袋三次未完成时,报警“补袋未完成”。
2>移袋三次未完成时,报警“移袋未完成”。
3>套袋动作未完成时,报警“套袋未完成”。
4>气压低时,所有输出停止。
五、程序简要介绍
HMI程序



PLC部分程序:
移袋部分

套袋部分

六、工程总结
1、此工程实现了设备的全自动化,尤其是使用了维控的LX3V-2WT两路称重模块,在实现了称重精准的基础上,不仅节约了成本,使设备的生产效率也大大提高。
2、依靠维控HMI丰富的工程位图,使HMI画面直观、鲜明。
3、维控称重模块在只需3步即可完成校准,使得用户在使用方面更为便捷。
七、机器图片





 投诉建议
投诉建议
提交
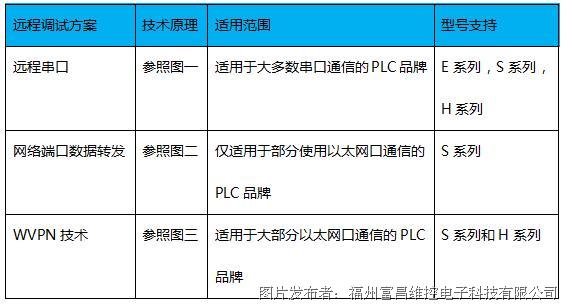
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!