


伺服气缸焊接机
一、简介
这个设备采用的是垂直的伺服气缸,进行上下距离的行走定位,在固定的位置进行减速加热焊接,达到客户的要求,通过外部加热点的直接加热,配上一个锁模气缸,防止伺服电动缸因为重量的原因在静止的状态下下滑,伺服定位运行不准。这个主要用在一些汽车元件上的焊接,模具固定好位置,焊接枪根据电动缸往下,到达指定的位置进行发震,加热焊接。
二、工作原理
根据客户的工艺流程和要求,使用配方的保存和下载功能来编写程序,让客户在使用的过程中更加的简介和方便,保存不同的设定参数,调用更方便。

三、硬件配置
触摸屏:LEVI-700、PLC:LX3V-3624MT。
四、编程方案介绍
机器的整体运作大致如下:
1 按下开始开关,压膜先下降,下降到位之后,电动缸开始根据设置的距离来下降,经过三个过程中停,热熔,停止,在停止的位置吹气,在吹气的同时停止加热,吹气结束后电动缸上升会原点,到位后压膜气缸在复位到原点开始下一步。
2在机器在运作的过程中,只要按下急停,所有的动作全部停止,急停松开之后先是电动缸复位上升到原点,接着再是压膜上升。
3手动状态下的话,上模的下降和上升都必须在压膜下限位亮的前提下才可以。
4 手动还有一个复位,这个复位分为两种情况,一种是上模原点信号亮了,就先下降一点,然后在上升回原点,另外一种就是上模信号没亮的情况下就直接上升回原点。
5 启动状态下如果上模不在原点是不能启动的。
五、程序介绍
如图:
1、这是工作画面,用来显示机器现在的运行状态,伺服运行到了什么样的位置。

2、手动画面: 在这个画面中进行机器的简单调试,设备在自动前一些焊接位置参数的自己调整。

3、参数画面:焊接时候的一些位置距离参数,动作时间的设置和配方储存。

4、PLC 程序部分:


六、总结
1 此工程使用维控的脉冲指令,速度位置精确,但是同时也会发现PLSV指令如果启动速度过快的话,在到了限位之后会有过冲的现象,导致伺服报警。
2脉冲指令在使用到方向的时候,最好先输出方向在接通指令。




 投诉建议
投诉建议
提交
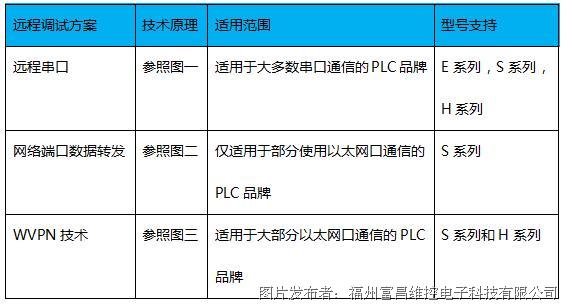
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!