


维控HMI和PLC在切管机的应用
一、简介
切管机是各个对各种管型材料的切割。本系统介绍的是切纸筒的剪切机。现在随着自动化的发展,为提高生产效率不断想方设法,进行机械动作的控制和机器的结构的改造。本文介绍的就是利用plc和伺服的配合完成追剪的控制的切管系统。
二、工艺要求
本切管机系统为了提高效率,在纸筒在不停止下来切管,所以我们用了plc的凸轮功能。为达到能切各种长度和各种大小的纸筒,所以要求随时要修改当前剪切的长度、同步倍率(纸筒的运行速度和伺服速度的比值)和切刀长度。
三、方案
该控制系统使用维控人机界面LEVI700lk,控制器plc使用LX3VE-1212MT-A。
本系统通过触摸屏和plc配合,使得可以随时调整运行参数。通过plc的凸轮功能,实现追剪功能,在主轴(纸筒)不停下来的情况下达到准确切割。
四、操作界面的介绍
1、运行界面:可以显示运行速度和产量

2、参数设置界面:可以设置各种运行参数

3、手动控制界面:这个界面可以做为故障检测和装机调试,最好不过了

五、工程总结
1、回原点程序,因为在自动运行前一定要在原点上,所以我在切换到自动或放开急停的时候都要会原点,由于机械没需求回原点非常准,所以没有回原点指令。

2、测速程序,因为客户要求要在屏上显示切料速度和送管速度。其中m50做为单次切管结束标志位。

3、凸轮曲线的建立介绍
本系统的凸轮曲线是用两条飞剪长度租成的,分别是有m2和m4控制。其中m2是形成伺服跟随纸筒走的曲线。M4是形成伺服回原点的曲线。这样做的目的是为了能在切短管的时候,有足够大的跟随长度可以供切刀切完料。如下图介绍

这样分两端生成凸轮曲线,就有以下要求:
1、两段的主轴长度相加才是真正的切料长度:
2、正向脉冲和反向脉冲的伺服长度要求要一样大小:
3、正向脉冲的同步倍率要和送料匹配,反向可以根据剩余的长度进行修改,只要足够伺服走回原点就可以达到要求。
2、介绍我对于这些参数的处理
凸轮曲线的主轴长度上面有说了,是有两端相加才是真正的切料长度。那么我们应该如何去分配好呢?我是这样分配的。第一、在屏上可以设置切刀长度,其实这个切刀长度就是正向脉冲的同步长度。第二、在屏上有一可以设加减速长度。第三在屏上有一个等待长度。这三个长度相加去除以同步倍率得到的就是正向脉冲的长度。如一下程序:

上面介绍了主轴长度的分配,下面介绍一下如何处理把修改的参数在下个执行周期写到凸轮表格的。第一、本程序是生成表格时才把参数传送到参数表格的(看图1程序);第二我通过实时比较表格参数和屏上的参数输入判断是否参数有修改(看图2程序);第三、判断有修改后,在当前执行完当前周期时停止凸轮运行,然后把新的凸轮曲线输入到运行曲线中(看图三程序);




5、切刀的运行控制程序:
本程序是通过判断当前主轴位置和同步区的比较来运行切刀的。其中d100为切管机的切管长度。M302是控制切刀的运行。因为切刀要在离开同步区之前提前复位,所以我做了一个可以设置的参数,就是切刀提前收回的设置及D224。

六、工程总结
本工程主要是如何去分配好伺服的正向脉冲占用主轴脉冲的长度。还有就是曲线报警如何处理,如何通过算法去建立完美凸轮曲线。本系统通过维控lx3ve-1212mt-a 使用电子凸轮功能实现高精度的追剪控制。




 投诉建议
投诉建议
提交
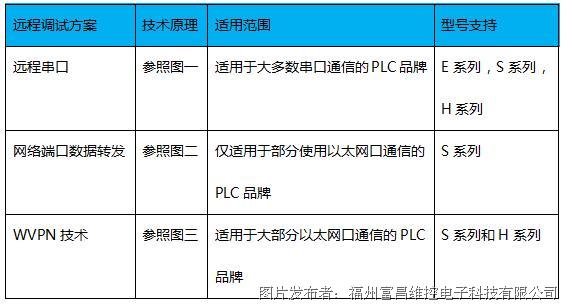
富昌维控电子:如何用物联网方式进行PLC远程穿透

新品|维控LX5V系列PLC,标配8轴高速计数器,就是快!

维控VD2:非同凡“响”、极速运行!
维控:新品首推 | 这款高性价比的PLC,你值得拥有!

维控ig物联网HMI崭新亮相,远程运维,轻松无忧!