


KEWEI智能伺服在纸管机控制系统中的应用
一、设备概述
纸管机就是生产纸管的机器设备,所生产的纸管应用于各行业,化纤工业用管、薄膜工业用管、印刷工业用管、造纸工业用管、皮革工业用管、食品包装用管、建筑行业用管、展览行业用管等。纸管机的类型也多种多样,最常见的纸管机就是螺旋纸管机和平卷式纸管机。

二、工艺要求
(1)卷管直径:2-12cm;
(2)切割精度:1-5mm;
(3)卷管速度:5-20m/min;
(4)上纸层数:3-15张;
(5)手动/自动可随时更换;
(6)同步速度可自行调整。
三、控制系统
目前市面上的最常用的两种系统方案如下:
(一)方案一
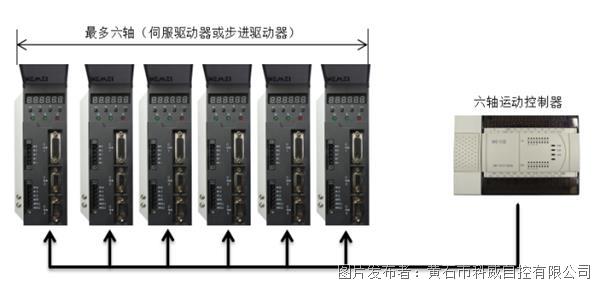
方案一采用科威人机界面7寸触摸屏、运动控制器HM-6M6R-3I3O-3AD、通用伺服、变频器构成。7寸触摸屏主要功能是数据显示、参数设置等。运动控制器主要功能是整个系统的控制,以及与触摸屏、通用伺服驱动器、变频器之间的通信,如下图所示。

(二)方案二
方案二采用科威人机界面7寸触摸屏、智能伺服MPS-I-0721-PT、变频器构成。7寸触摸屏主要功能是数据显示、参数设置等。
智能伺服主要主要功能是整个系统的控制,以及与触摸屏、变频器之间的通信。变频器控制主电机带动送料机构送料,主轴的编码器作为伺服驱动器的脉冲给定来源,然后通过智能伺服内部追剪控制功能,控制伺服电机带动送膜机送膜,从而是伺服电机控制的送膜速度同送料速度相匹配。如下图所示。

经比较采用方案二。方案二智能伺服内部自带追剪控制功能,减少了将信号通过运动控制器处理后送到伺服驱动器之间的响应速度,使得在切割动作中能大幅降低切刀对纸管产生的阻力,使生产出的纸管缝隙均匀。且内部优化的控制算法,实现了精确的切割。
四、功能介绍
(一)系统参数设置

切换至“参数画面”,在选择“系统参数”,进入此页面需输入密码。
主机速度设置:主机变频器运行频率设置,分为“低速”,“中速”,“高速”3档,单位HZ,设置范围0~50。
伺服加速距离:伺服速度由0加速至与纸管速度同步时,切台移动的距离。设置范围10~99,默认值设为10mm。
同步速度/起始速度:同步时PLC发出的脉冲频率与起始时PLC发出的脉冲频率的比值,设置范围1~3,默认值设为1.5。
机器运行时间:限制出厂后机器运行的时间,当“机器运行时间限制生效/失效”按钮显示为“机器运行时间限制生效”时,机器运行指定天数后停机,不可运行;当显示为“机器运行时间限制失效”时,机器可一直运行。
(二)手动操作

切换至“手动画面”,将“手/自动选择”按钮打到“手动”档,由各手动按钮操作相应机构。
“低速”、“中速”,“高速”按钮用来切换主机变频器速度,各档的速度在“系统参数”画面设置。
托辊变频器速度由参数“托辊速度”设置,单位HZ,范围0~50。
“手动”状态下,“自动启动”、“切刀允许”等按钮失效;“停止”按钮有效,可停止所有动作。
(三)自动操作

切换至“主控画面”,在第一次自动运行开始前,先进行参数设置。将“纸管长度补偿”、“进纸角度补偿”等清为0。
切管同步距离:切刀切下至切刀缩回,切台移动的距离。在不超过切台最大行程的情况下,依实际情况设定。
托辊速度:自动运行时,托辊变频器的频率,单位HZ,设置范围0~50。
主机速度:选择自动运行时主机变频器的速度档位。
参数设置完成后,将“手/自动选择”按钮打到“自动”档,以下是自动运行操作步骤:
1)点击“自动启动”按钮,按钮上的字体颜色变为红色,则表示点击生效。点击后,若切台未在原点位置,切台会自动先回原点。
2)在切刀可运行,即切刀动作时不会伤害到操作人员的情况下,点击“切刀允许”按钮。
3)点击“自动启动”、“切刀允许”,且切台回到原点位置后,进入到自动运行状态。
4)切管时,若出现速度不同步的情况,可通过“进纸角度补偿”来调整同步速度。
若切台速度快于出纸速度,减小“进纸角度补偿”值; 若切台速度慢于出纸速度,增大“进纸角度补偿”值;可通过“+”,“-”按钮更改,也可直接设置,补偿值在-100~100之间,不可过大。
5)在速度同步的情况下,若切出的纸管长度与设置的纸管长度有偏差,可通过增大或减小“纸管长度补偿”值来补偿长度。注:调整“进纸角度补偿”值会对切出的纸管长度产生影响,所以必须先确定是否同步,然后在补偿纸管长度。
6)出现故障或进行了错误操作或需要停机时,点击“停止”按钮。
五、总结
与传统系统相比较,传统系统采用运动控制器和通用伺服,配合触摸屏以及变频器构建纸管机控制系统,具有较强的灵活性,但系统构成相对复杂,成本也较高,运动控制器内部需要编程,系统节点也较多,造成潜在的不稳定性。
而我们团队经过不断努力,不断创新,改造成功的纸管机系统结构简单,不再需要单独配备运动控制器(或PLC),智能伺服驱动器可以直接和触摸屏(或者文本显示器)通讯,变频器可直接接入智能伺服的I/O接口。另外,由于采用了智能伺服高集成度的系统结构,将信号不再通过运动控制器处理后送到伺服驱动器,系统响应速度比采用运动控制器也得到明显提高。
(KEWEI科威公司根据您设备工艺的需求,设计成套专用控制方案,将完美展现您设备独特优势)




 投诉建议
投诉建议
提交

【KEWEI】科威单板智能伺服在织带收卷机上的应用

【KEWEI】科威产品选型册
科威六轴运动控制器的特点及功能

科威电机,快速门中的“智能机”

科威触摸屏PLC一体机组态软件