


UW500集散控制系统在油页岩炼油过程中的应用
近年来随着石油资源的有限性、供给和需求的失衡,以及国际油价的持续高涨,各国都在积极寻求替代的能源资源,作为介于煤炭和石油之间储量巨大的固体化石燃料——油母页岩,可在650℃左右干馏后制取人造石油——页岩油。页岩油性能优越、用途广泛,可作为石油加工及化工生产的原料,也可根据需要调和生产船用燃料油。
1 工艺简介
页岩炼油工艺主要由原料净化及出渣单元、干馏单元、油回收单元、脱硫单元、成品油储运系统等组成(如图1、图2所示)。
油页岩来自露天矿6~50mm的成品矿,经皮带运输机送至成品矿储仓,再经仓底皮带通过转运站净化后运送至干馏炉上部料仓,通过上料装置送入干馏炉进行干馏。干馏处理后油品收集至成品油库储存、装车及外销,油页岩干馏渣经炉底皮带运送至排渣场。
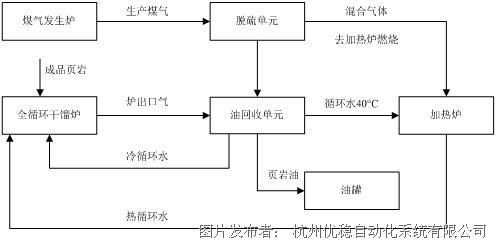
图1 页岩炼油(全循环)工艺

图2 油回收工艺
2 系统配置
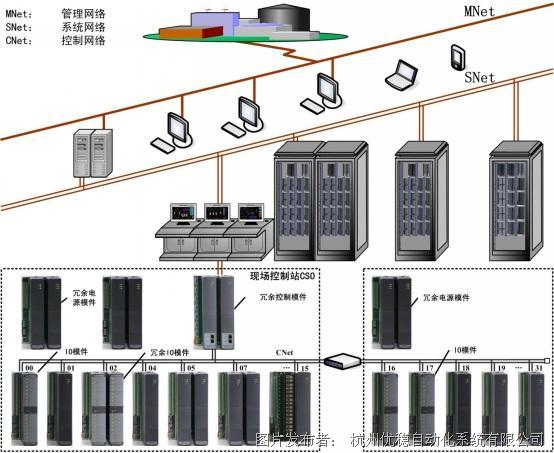
DCS负责完成炼油过程的数据采集、过程控制、安全报警、安全联锁停车等任务。通过合理的工段划分,配置相应的控制站来完成上述功能。另外,全厂设置中央调度室,通过计算机网络将各装置控制室的控制系统连接起来,将各装置控制室的重要信息送至中央调度室。在中央调度室可以对全厂生产装置进行监视和调度。各装置控制室可以通过通讯网络调用其它装置控制室的信息,实现信息资源共享和全场一体化管理。同时,通过中央调度室的上位计算机,可以实现全厂优化控制。
UW500集散控制系统采用三层网络结构,分别是管理网络MNet、系统网络SNet、控制网络CNet。CNet连接各个功能模件;SNet采用工业以太网,可连接多套控制站,或多台操作站/工程师站,并通过MNet可连接MES/ERP(如图3所示)。
3 控制策略
3.1 干馏炉的控制
本工艺干馏炉内无内燃装置,无空气进入,干馏所需热量全部由循环瓦斯供给。经预热干馏的油页岩从上部进入干馏炉。干馏炉内设有与油页岩颗粒大小相适应的布料花墙和布气结构。700℃热循环瓦斯均衡连续送入干馏炉中部。干馏完的半焦排入水封的半焦池,冷却至80℃用刮板排出炉外。干馏炉内最高温度控制在550℃以下,既保证了油页岩的完全干馏,又避免了过热、结焦等问题的发生[4]。干馏炉上面缓冲仓,采用双闸板放料,作为油页岩的干燥室。一来减少入炉页岩水分,减轻回收系统负荷;二来提高了干馏炉效率。
UW500是基于多领域工程对象模型的控制工程设计开发平台(如图4所示),通过建立典型控制工程模型库(静动态模型与工艺数据)、控制方法库(设备控制及过程优化算法与运行参数)、显示界面库(显示与操作面板),逐级构建基础元件、单元设备、行业装备的多领域描述模型库,以重用的方式“搭建”装备模型,以重构的模式“构建”运行程序,通过对抽象、孤立、松散的数据(常数、参数、变量等)、函数(计算、语义等)、图形(线条、多边形、色块等)进行多领域统一建模,构建起紧密关联并具有物理意义的工程对象模型、工程控制策略、显示操作面板,实现控制工程设计编程的形象直观与高效稳定。

在本项目中,干馏炉被抽象为一种工程对象模型,干馏炉的画面、操作面板、算法、相关工艺的历史数据记录自然的相互关联。对于每个干馏炉某段时间的生产效果可以被系统根据组态好的判断算法或者人为来评判。干馏炉的控制学习算法会依据干馏炉模型的工艺历史数据自动逐步调节当前的工艺参数,去获得最佳的工况。
通过一周的调试,算法投到自动后,20台干馏炉运行状态平稳,油收率为90%以上[5]。智能的干馏炉模型在集群状态下(20台干馏炉之间相互学习)会有更快的反应速度和更好控制效果。经过实际验证的干馏炉模型可以在以后的项目里重复使用。
3.2 加热炉的控制
格子砖式加热炉形状为直立圆筒型,炉内以耐火砖墙分割为蓄热室和燃烧室两部分,蓄热室占全炉截面积的70%。燃烧室下部有干馏气燃烧器,燃烧干馏气和空气在此处混合后喷入燃烧室燃烧以加热格子砖。
首先将燃烧干馏气和空气在炉内燃烧,热烟气通过蓄热室,将格子砖加热到一定温度,然后切断燃烧干馏气和空气,通入冷循环干馏气,使之与格子砖换热形成热循环干馏气,作为补充热源进入干馏炉。当循环干馏气温度下降一定程度后,切断循环干馏气,再通入燃烧干馏气和空气,重新燃烧以加热格子砖。如此循环加热、换热,一小时进行一次切换,达到为干馏炉提供热循环干馏气的目的。一组干馏炉配备三台加热炉,采用两烧一送台供热机制,实现连续操作。
格子砖式加热炉采用UW500顺控图逻辑(如图5所示),全程自动化控制,供给干馏炉的热干馏气温度控制在650℃±5℃区间,热效率可达70%以上。
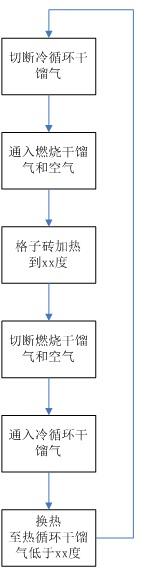
图5 加热炉顺控逻辑
3.3 油回收单元温度控制
干馏气自集合管进气液分离器,进行气液分离。气液分离后干馏气进入旋喷塔用冷循环池来的冷循环洗涤水喷淋降温、除尘;冷却后的干馏气进间冷器继续冷却,而后被电捕油器进一步脱出页岩油雾。气液分离器中的冷凝液进入热循环池,在水池内油水分层。冷循环池、热循环池中页岩油到页岩油池后经中间油泵抽送至立式油水分离槽进一步分离油水,分离后页岩油自流到页岩油中间罐,用油泵送到成品油罐储存。在油回收流程里,关键是控制住各个关键工艺位置的温度[6],如表所示。
表1 温度控制点

UW500提供PID参数自整定功能,在显示画面上,对每一个过程参数都提供一个调整窗口,该窗口显示每一块仪表的所有信息,对于控制回路,可显示过程变量(PV)、输出值(MV)、设定值(SV)、运行方式、高低限值、报警状态、工程单位、调节参数和相关数据以及与PID有关的参数值,每一参数调整画面均有实时趋势画面,用户可以在该画面上仿真PID参数,方便用户对PID参数的调整。
UW500提供的PID参数自整定功能,减少了操作量,很好的保证了常规控制的控制效果。
3.4 油品储运自动化
油品储运系统分管理系统和监控系统两部分。
管理系统包括提货单管理、任务单管理、操作数据处理、权限管理、报表管理等功能。它由服务器端和客户端组成,提货单数据由它下载给监控系统,并从监控系统读取最终数据并存入数据库中。它可提供SAP/ERP接口,相关提货单信息可以直接通过SAP/ERP传给管理系统服务器[7]。
监控系统主要提供各种装车过程中的监视、控制功能。在操作站上可对整个汽车的定量装车的工艺参数和现场泵、流量计、阀、液位开关、装车鹤位等设备状态进行数据采集、处理、存储实行实时监视和控制,监控系统同时也可以通过标准的通讯协议与其它子系统集成,如称重系统、读卡器、批控仪(数据交换单元)和ESD等子系统。监控系统提供友好,灵活的人机交互界面。
油品储运自动化解决方案实现了各作业子系统之间的信息交换和数据共享,实现了业务管理的自动化,为生产管理提供了有效的技术保障。
4. 运行效果
优稳公司设计的DCS系统在页岩油炼制过程中成功实施应用,已实现全流程、连续安全稳定运行,控制效果如下:
1)制定的控制方案符合工艺的控制要求,结合过程优化、先进控制等控制策略,提高了原料的利用率,并使油品的回收率达到了90%以上,接近世界先进水平;
2)循环硫化床锅炉中的温度控制在650±5℃之间,热效率达70%,负荷变化适应能力强,控制精度高;
3)基于多领域工程对象模型的控制工程设计开发平台为用户节省90%的工作量;
4)人机交互界面友好,易学、易懂、易上手;
5)自动保护联锁系统安全可靠;
5.工程截图






 投诉建议
投诉建议
提交

UW500 集散控制系统在苯酐行业中的应用

优稳党支部 | 疫情防控,我们在行动

优稳 UWinTech控制工程应用软件平台

优稳 UW500s安全控制系统

优稳 UW500a集散控制系统