


UW500集散控制系统在锌冶炼浸出渣处理过程中的应用
一、工艺简介
奥斯麦特技术是由澳大利亚奥斯麦特公司在赛罗熔炼技术(Sirosmelt Technology)基础上开发成功的有色金属强化熔炼技术。奥斯麦特技术的核心是喷枪技术,它由特殊设计的三层同心套管组成,中心是粉煤通道,中间是燃烧空气,最外层是套筒风。作业时将喷枪由炉顶部插入垂直放置的呈圆筒型炉膛内的熔体之中,空气(或富氧空气)和燃料(油、天然气或粉煤)从喷枪末端喷入熔体,在炉内造成一个剧烈翻腾的熔池表面,炉料由顶部加料口直接加入到翻腾的熔池之中。因此它也被称之为“顶吹浸没喷枪”熔池熔炼技术,整个炉体如图1.1所示 。

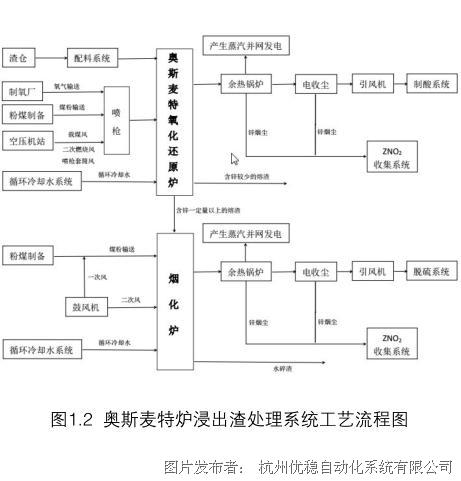
该技术最初是在70年代由澳大利亚联邦科学与工业研究组织(缩写为CSIRO)为处理低品位锡精矿和含锡杂物料而开发的。因此也被称为赛罗熔炼。1981年该技术主要发明人弗洛伊德博士建立奥斯麦特公司,将该技术应用于铜、铅和锡的冶炼,于是被称为奥斯麦特法。本次某铜锌冶炼公司采用澳大利亚奥斯麦特炉工艺处理锌冶炼浸出渣,整个奥斯麦特炉浸出渣处理系统由渣仓及配料系统、奥斯麦特炉、烟化炉、余热锅炉、收尘与烟气处理、冷却水循环、粉煤供应和供风系统等部分组成,整个工艺流程图如图1.2所示。
二、UW500的应用及控制
整个奥斯麦特炉浸出渣处理系统除了奥斯麦特炉本体由澳方公司通过自带的横河系统进行自动化控制外,其他部分均通过我公司UW500集散控制系统实现控制。
2.1渣仓及给料系统
2.1.1渣仓及给料系统工艺简介
给料系统由料仓、定量给料皮带秤、皮带输送机和炉前进料皮带等组成。分装在7个料仓中的锌渣及返尘、锌渣及混料、石英、石灰石、块煤等物料,通过DCS控制室的指令经定量给料皮带秤计量后,汇入6#皮带输送机,再经7#皮带运输机送到炉顶,然后通过炉前进料皮带从进料口直接加入炉内。图2.1为现场实际的运行画面。

2.1.2控制策略
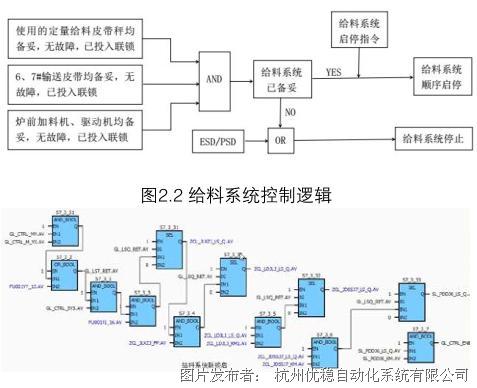
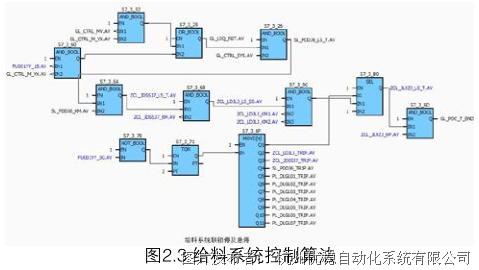
给料系统根据奥斯麦特炉工艺在实际生产中的需求,实现顺启、顺停控制,当奥炉发生工艺停车(PSD)以及紧急停车(ESD)时,整个给料系统停止输送炉料。整个给料联锁控制逻辑如图2.2所示,图2.3为控制算法。
2.2余热锅炉系统
2.2.1余热锅炉系统工艺简介
奥斯麦特炉在熔炼过程中会产生大量高温烟气,因此通过余热锅炉回收利用高温烟气用来产生蒸汽,并输送到厂内的发电站实现发电。考虑到锌渣熔炼过程会产生大量烟尘以及发生炉渣喷溅粘结堵塞上升烟道的可能性,因此采用了新型的带有膜式全水冷壁垂直上升烟道、强制循环和新型带弹簧垫锤式振打清灰装置的余热锅炉,每小时产出100 t的4.3 MPa、254℃过热蒸气,供厂内发电站发电。图2.4为现场实际的汽水系统运行画面。

2.2.2控制策略
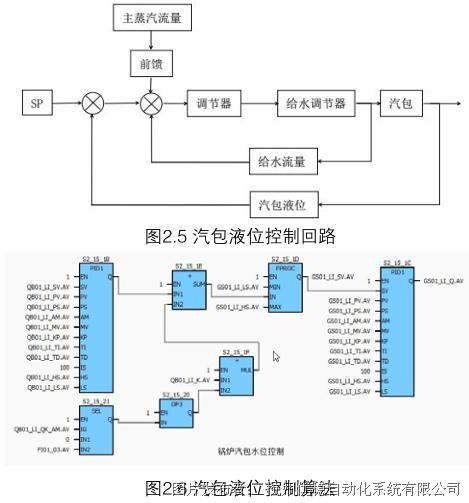
汽包液位是锅炉安全运行的一个十分重要的参数,是自动控制的重要环节,汽包液位保持在规定范围内是保证锅炉正常运行的必要条件,本次锅炉汽包液位采用三冲量的控制方式,可以有效避免“虚假水位”带来的安全隐患,使汽包液位波动小,液位控制平稳。图2.5为控制回路,图2.6为控制算法。
2.3烟气处理系统
2.3.1烟气处理系统工艺简介
烟气处理系统由3部分组成:
(1)余热锅炉的水平段;
(2)电收尘;
(3)制酸系统。
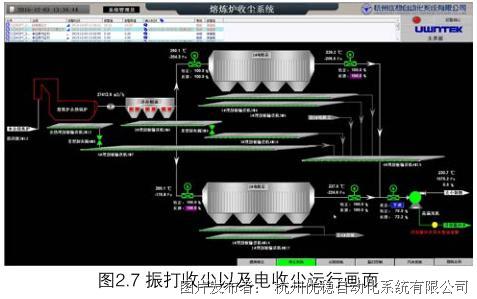
从奥斯麦特炉排出的高温烟气含有大量的氧化物,经余热锅炉降温到300~350℃并在水平段沉降一部分烟尘后,进入表面冷却器。在表面冷却器中烟尘进一步沉降并使烟气温度降到150~200℃。此后,再进入电收尘器。在余热锅炉水平段沉降以及通过电收尘收集的氧化锌产品均通过设备下面的埋刮板机输送到吨袋包装处进行包装,然后运往厂内的氧化锌车间进行下一步的处理。图2.7为现场实际的振打收尘以及电收尘运行画面。

从奥斯麦特炉排出的高温烟气中还含有大量的SO2气体,烟气通过高温风机全部运送到制酸车间进行回收利用。
2.3.2控制策略
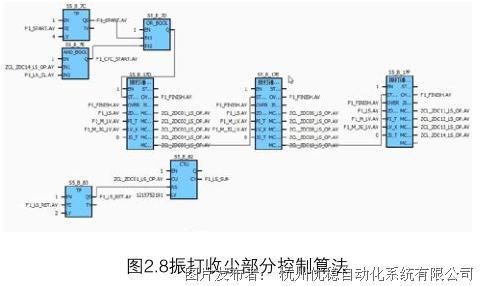
余热锅炉炉壁上安装有100多个振打电机,通过振打电机将粘附在炉壁上的烟尘(含氧化物产品)进行收集。设计的振打控制系统可实现单周期、连续振打的振打方式,层与层、每个振打电机的间隔时间,振打电机的振打运行时间均可灵活调整,方便适应现场各种控制要求。如图2.8为现场部分的控制算法。
2.4粉煤制备系统
2.4.1粉煤制备系统工艺简介
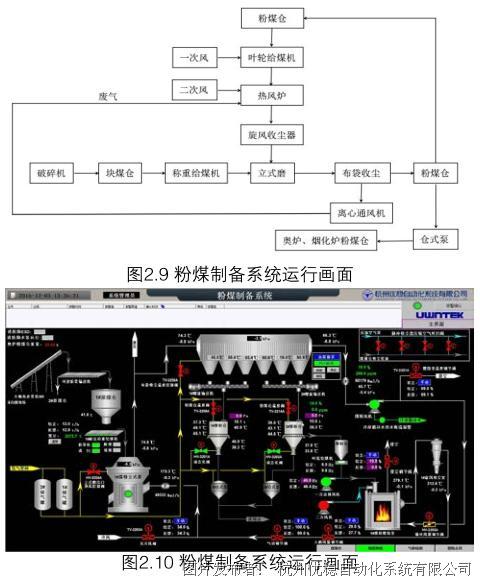
煤储仓堆放的大块原煤,通过输送皮带运送到环锤破碎机内进行破碎,破碎后将粒度为30mm的块煤通过振动筛进行筛分,将粒度小于等于10mm的块煤通过输送皮带、称重给煤机送入立式磨中。在离心通风机的抽力下,燃烧室的热风被抽到旋转的立式磨机中,此时含有水分的块煤与热风进行强烈的热交换而得到烘干并研磨的粉煤,粉煤在离心通风机的作用下被送到布袋收尘器中进行分离收集。布袋收尘器灰斗中的粉煤通过螺旋输送机收集到粉煤仓中,然后通过仓式泵输送到奥炉、烟化炉侧的粉煤仓,另一部分的粉煤通过一次风机送入燃烧室。图2.9 粉煤制备系统运行画面。
2.4.2控制策略
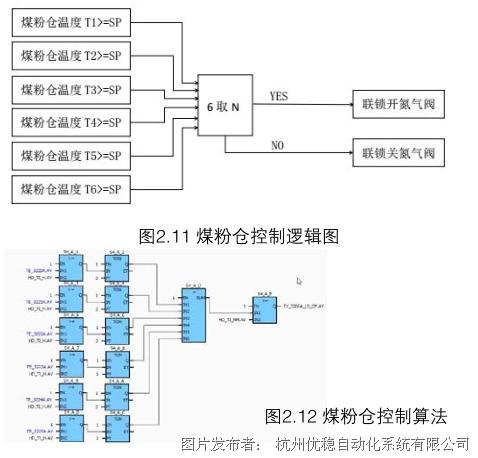
煤粉制备的过程中,控制各个环节的煤粉温度是十分重要的,煤粉在高过一定温度在含氧情况下容易发生燃烧、爆炸。所以在煤粉仓温度到达一定温度时需要往煤粉仓内充入氮气进行降温。本次控制通过选取煤粉仓中的几个温度高于一定值(设定值可变)联锁打开氮气阀。图2.11为控制逻辑图,图2.12为控制算法。
2.4.2控制策略
煤粉制备的过程中,控制各个环节的煤粉温度是十分重要的,煤粉在高过一定温度在含氧情况下容易发生燃烧、爆炸。所以在煤粉仓温度到达一定温度时需要往煤粉仓内充入氮气进行降温。本次控制通过选取煤粉仓中的几个温度高于一定值(设定值可变)联锁打开氮气阀。图2.11为控制逻辑图,图2.12为控制算法。
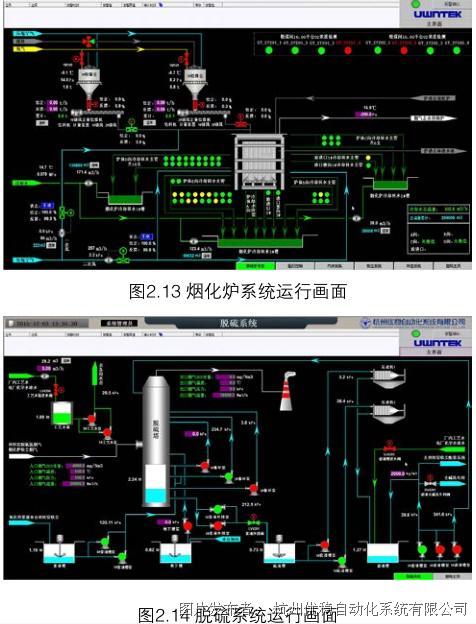
2.5其他工段
三、小 结
本次项目现场控制站10个,操作员站10个,工程师站1个,实际物理点超过4000点,整个系统点数超过8000点,现场与多个第三方设备或控制系统进行Modbus、DP通讯。通过应用UW500集散控制系统,稳定、准确地控制现场各种工艺参数,对全车间、全工段实现远程监控、操作,使得现场的生产更加安全,提高了生产效率,降低了员工的劳动强度,便于生产管理。




 投诉建议
投诉建议
提交

UW500 集散控制系统在苯酐行业中的应用

优稳党支部 | 疫情防控,我们在行动

优稳 UWinTech控制工程应用软件平台

优稳 UW500s安全控制系统

优稳 UW500a集散控制系统