


智能制造时代:传统制造业到底该做些什么?
不扯那些高大上的东西,我们就来看看,在现有的环境下,大部分中小制造业,怎样才能向智能制造一步一步靠近。毕竟所有的需求分析,都是以企业的实际情况为基础的。
现在存在的一个误区
一些企业认为只要加上物联网,采购昂贵的硬件设备,把自动化设备在云上和互联网中连接起来,就实现了智能制造的目标;而实际上,内在的核心制造能力,并没有提升。
明明知道要关注价值,创造价值,为产业带来改变;但是落地实现的时候,我们把关注的焦点放在了转型本身,想一想,我们智能制造的初心是什么?
什么是智能制造?(知道什么是,才知道往哪个方向前进)
智能制造=自动化+信息化+智能化,用批量化的方式,生产个性化的产品。
目前中小制造业的现状
1、没有足够的资金,去做自动化设备的升级改造。(国家虽然有补贴,但是能到中小企业手里的确实不多。)
2、信息化管理不完善,企业内在流程、生产线比较混乱。
3、很多中小制造业,利润还可以,不会急于选择变革。
其实大家都明白,长远来看,不管大小企业都应该朝着“智能制造”方向发展,智能制造是企业在未来,走的更好的基础。很多时候,企业不是没有预见性,主要还是觉得智能制造投入成本过高,且不稳定因素大,索性过好眼前,生存下来最重要。
这其中最大的阻碍就是自动化,目前来看,不大行得通。
那在这种情况下,我们就先从信息化方面入手,先把精益化的管道给做好,后期再投入自动化,最后再软硬结合,让设备智能化。
重点:对于传统的中小制造业来说,现阶段:信息化软件和服务比自动化价值更高。也是企业转型智能制造的基础管道。
软(ERP价值化+MES精益化)
如何建立起智能化系统?
智能制造的初心就是:为企业创造价值,为产业带来改变。那我们就先从源头说起,从价值说起。
ERP价值化:
工厂一定要靠什么赚钱?价值化管理!
先来看一张图(图1),ERP的图里面有一个价值化,这往往是大家会忽视的。
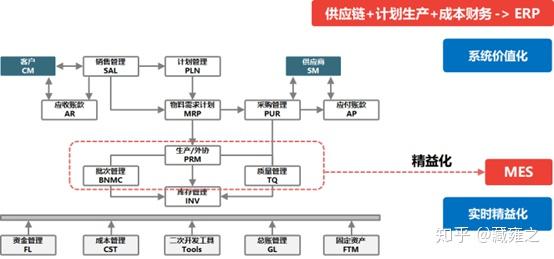
我们一直在说为什么要成本一体化。给成本一体化做一个核心的名词就是【价值化】
未来企业中的每一个动作都需要让它有个单价,将数量和时间都转化成价值,同时将价值偏差找到责任人。做到从数量管理进阶到价值管理。
当你有了单价来计量的时候,你就有价值了,是不是?而不是简单的用这个数字来做加减了,用价值,它就可以做加减。
关于价值,说个通俗易懂的例子:
两个猎户去打猎,一个猎户打了10只动物,另外一个猎户打了1只动物,结果打了10只动物的猎户还是吃不饱,为什么? 那个猎户打了10只小麻雀,另外一个猎户打了1只大野牛。
企业也一样,创造的价值用数量很难进行不同产品的相加,但用价值是可以进行相加的。
某种程度上,价值化管理,就是工厂利润最大化的最佳助手。
市场好的时候:无论工厂管理的好与否,大家都有活干。
市场不好的时候:管理不好的没活干,管理好的还是有活干。
因为现在有独门暗器的这种制造业很少的,没人来跟你竞争的企业很少。竞争,最终是价值的竞争。所以理论上来说, ERP价值化这一步,不可或缺。
这也是为什么很多工厂,比同类型企业,更赚钱的原因;因为我的管理,相对来说,比你的更先进。
那怎样在此基础上创造更高的价值呢?均衡生产!
为什么我们工厂里会有那么多的呆滞品?
为什么我们工厂里会有那么多人来追我的单子?
是因为你不能按需生产!
怎样解决这个问题呢?
我们提一个专有名词VSM,价值流。这是丰田提出来的,就是怎么样让我们的生产,从第一道工序到最后一道工序,它是最均衡的。
从我们实际的一个操作过程中,我们发现这个价值流,其实就是让你最终产出是最大化的。
示例:
我是一家做汽车配件的工厂,我这个工厂是给大众POLO搞配套的。可以看下图(图2)
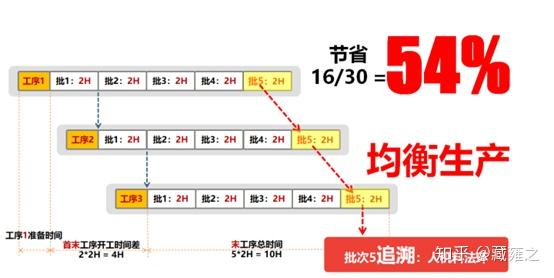
这是我们生产POLO车的保险杠,我有三道工序,第一道是注塑,第二道是要喷涂,第三道是要组装。构成一个流水线。
比如:这里面有500个东西,每个格子是100个,每个格子要做2小时。
原来的方式:把这500个都做完,然后统一喷涂,完了以后再给你组装。工序1做完就是10小时,那么我们把这3道工序做完之后,就相当于花了30个小时。
现在的方式:每100个就在走,就是我做完一点给你,你做完一点就给他。这样三道工序做下来,我们只花了2+2+10=14小时。
相比原来的方式,我们节省了16个小时。除下来,就发现生产周期缩短了54%,就是原来的一半都不到。
其实现在这种工厂很多的,比如我们有个客户,他们在改一个收购来的工厂,做POLO门把手的;
他们前面是注塑机,后面是流水线,然后喷涂好了,接下来组装,一条线搞得好好的。
当然他们现在运转还不够高效,但是思想是已经到了。
对于工厂来说,实现上述的均衡生产,难题是什么?批次跟踪!
一旦变成这种批次跟踪方式以后,很多管理就变得方便的多。包括我们在做ERP的时候,也一直在强调批次跟踪,但真正实施ERP的时候,批次跟踪企业做得到吗?它未必。
很多时候,就算我们把整个流程,都设计的完美无缺;
如果企业现场的数据无法分割,那照样做不到批次管理。
因为它的量,没本事分成这样一段一段的,所以它不能组成批次5这样一条线。(参考2图)
如果它有本事分割这些数据,组成批次5这样都很小的一个量;那么我就可以完成批次追溯。因为人机料法环都是统一的。
但是现实中很多企业是什么情况呢?
他们往往都还是材料的追溯,而且模糊到什么程度呢?
模糊到仅仅只是原材料的追溯,到了中间的毛坯和半成品它都没法追溯,因为太混了。
当然也有很多客户想着办法做到数据的分割。
比如说:我们有个做手表配件的单位,当时过去看的时候,虽然我不清楚,他们的设备能不能做到完全的追溯,但他们对原材料,对中间每一道的半成品,都能做到追溯。
他们是怎么做的呢?
比如说这个盒子里有100个,只要有一些差异,它就把它分成两个盒子,这个盒子60,那个盒子40;
然后这个40个的盒子里,又有点差异,它又分成25,15;
盒子越分越小。
前面进去的是1个盒子,最后出来的可能是10个盒子,从而完成这些工序的分割。然后他们在每个盒子上都贴批次,
这样做的话,就能做到批次跟踪。
你不采用这种方式,基本上没指望做的到。
其实说到这里,大家会发现一个问题就是:ERP它不能在现场实时的采集数据。
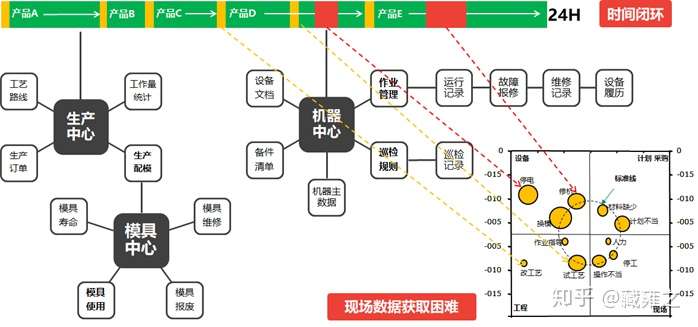
无论是上面提到的将时间转化成【价值】,还是均衡化生产;其数据粒度,相对来说都是比较粗糙的。
所以说企业要想把制造过程中的黑盒子打开,把看不见的东西透明化,那就必须要借助一个工具【MES】。
如果说制造业还想活着,下一步一定要做MES,这是迫在眉睫的一个事情。
MES精益化
引入了MES以后有没有可能解决这些难题?
我说有可能,为什么有可能?
你用MES以后,现场计量不是快了嘛,你就能够把它去分割了吧。
好,接下来我们要求,原来你是一天报一工,或者一班报一工的,不行。
我们要改,你装满了这些盒子,你就要报一工,可以吗?
ERP的过程中你能报工吗?你现场报不了工。
MES呢?在手边上,我一个盒子打一个标签,往上一贴,是不是?
在工位机上,我做完了这个以后,按一下这个产出登记,打出一张标签,往上贴就可以了吧;现在把批次开始分割出来了,它可能只有十分钟就完成了一盒子。

还记得上述图2的操作吧,2小时已经够快了吧?你用上MES以后,马上就会变成10分钟的一个盒子。
所以说有些MES要完成的好,或者对企业很顶用。那么在它的生产过程中生产方式要做很大的改变,而现在这种思想,我们的企业也越来越接受了。
有些单位它天生就符合这种模型的,他们做MES有天然优势,现在的流程不怎么要改,它就能完成。只是他们现在没有这个系统,所以搞得很粗。
一旦这个系统一介入,现场都不怎么要做太多的调整,马上就能变成这种结构,你流动起来就快了。是不是?
好,最终这个形成的就是我刚才一再跟大家反复强调的均衡生产,有效产出。如果想要更深入的理解有效产出,推荐大家看一本书,高德拉特的【目标】。
其实说了那么多,中小企业怎样选择合适的软件商,也是一门很大的学问;见过太多的友商弄个机床联网就叫MES的,屏幕一开,上面的图表都出来了,老板看了这个东西,欸,好玩。一周一看没有疲惫感;一个月一看,这个转了在干嘛?除了这个,还有什么?
除了这个还有什么?当问这个问题的时候,那个老板就明白了,他开始知道。那个MES不能满足他的要求,你当初可是承诺跟我说的,这个东西要怎样怎样的哦?是不是?现在你为什么没有了?
他们犯了错误,他们少了东西,少了精益化的思想,少了这个管道。
所以,如果再让我说MES,它就是一种精益化,它是一种思想。精益化的一种思想。
你没有思想,你肯定没有这个管道,当有了这个管道以后,你这个东西才是有用的,你所有采用的数据才是有用的。
否则你就是采那个数据,你知道怎么调整吗?
你知道怎么优化吗?
你这段拼命做,做了个90%的OEE,有什么用?
还是出不了货。
在整个价值链上,它能够出货才是。
这也是我们这类传统ERP厂商杀进MES市场的一个优势。
硬
建立起智能化系统以后,给企业带来的自动化启示
1、买设备不会犯错误:
建立起智能化系统以后,买设备肯定就要符合这个规范,你要能够往上投数据,你不能投,那这个设备我不能买。张三说他的设备可以投,那就买张三的。
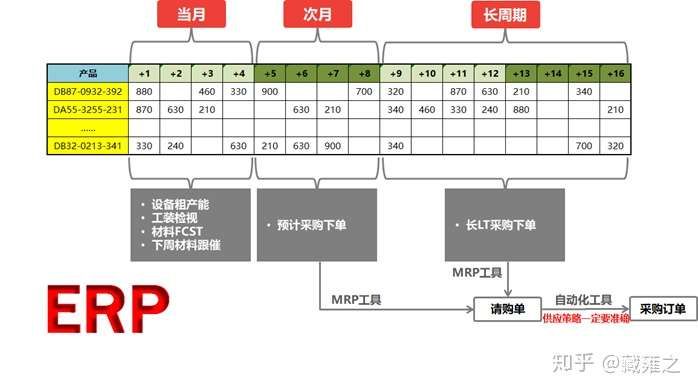
2、设备产能的问题:
比如说:
你买的这个设备,是剪切冲三道工序,连在一起的,你每小时只能做1个。
他买的设备,是剪切冲,分开来的。我就夸张的说,都算它快到每个小时,剪能做10个,切能做10个,冲也能做10个。但是合在一起,真的能做10个嘛?未必啊!
那剪切冲连在一起的设备,多买几个便宜我就多买几个,摆在那里。就是很定量的哒哒哒的出来,很稳定的出来。
最终可能我一百个摆在一起,很稳定的一百个出来了,也是一个很不错的方式。
这里面自动化就是用机器来取代人,提高产品的生产效率和产品的一致性。
用机器生产比人生产有个好处,就是人会犯困,会玩忽职守,但机器不会。你只要模具设备的状态都是好的,它生产出来的东西就是一致的,是不是?
然后到了设备有智能化以后,它有一个最大功能,就是当发生问题的时候,还能纠正。
这种设备目前市面上还不多,我们还在走,其实在大部分的时候,就设备这条路上,还在走3.0,但思想这个层面上是走的4.0。
总结
所以说没有自动化就不能谈4.0嘛?当然不是!
在没有开瓶器之前,难道大家就吃不到罐头了嘛?所以很多时候,你以为很重要的东西其实也没那么重要。
我们先把系统智能化,接下来再把自动化往上加,最终的智能化,一定依赖于数据,没有数据何谈智能化?
之前也发过一些简单的,工厂智能化的小视频,就跟大部分制造业差不多,没什么自动化的设备,也有手工的,但是这丝毫不妨碍他们,构建出一个智能化的系统。
就是自动化以后,可能某个工序自动化了,取代人了,质量好一点,但是整体的产出并不一定会高,因为你没办法做到均衡生产。但是如果你的管理系统是自动化的,那你就可以做得到。
有这种智能化的思维也是一种方式,所以当这种智能化的思维建立以后,再去搞自动化设备选型的时候,可能更有优势,更不会犯错误。
最终就是以客户为中心,快速响应,敏捷制造,有效产出。




 投诉建议
投诉建议
提交

数字化解决方案:物流管理(制造业)

MES案例:助力制造业打造一体化智能平台

数字化车间-安灯呼叫解决方案
四个阶段帮助制造业理清“智造”思路
关于制造数据与BOM断阶,你了解多少?