


钢铁工业中的酸洗是通过酸的化学方法去除金属表面的鳞片或腐蚀层
过程:
钢铁工业中的酸洗是通过酸的化学方法去除金属表面的鳞片或腐蚀层。
鳞片是热轧的时候的产生的。它是金属在高温下和氧气作用而生成的金属氧化层。
钢铁厂中的酸洗槽一般是充满硫酸和盐酸的。磷酸、硝酸、氢氟酸和其他酸的混合物在特殊情况下可用到,例如酸洗不锈钢或铝。随着时间的过去,酸洗槽中金属离子的浓度增高,酸的浓度减少。这通过加新酸到酸洗槽中可得到一定程度的改变。为了得到一个洁净的表面而不伤害金属本身,酸洗槽中的酸浓度是一个决定性因素。这个在金属行业叫做“蚀刻”:氢被释放可以导致钢铁变脆。
测量方法
液体包含水、酸和金属盐,酸和盐在酸洗槽中被分解。为了测定酸的浓度需要测定至少两个不同的物理属性。实际上,最佳的解决方案是密度的测量和电导测量的联用。
准确度
安东帕的在线测量系统,准确度可以达到±0.03%,决定于酸、温度范围、测量范围和污染物。
系统配置:
DPRn 钽合金密度传感器
电导电极
mPDS5 数据处理单元
典型的安装:
测量发生在供应管到酸洗槽,酸洗槽的返回管道和加再生酸的管道。
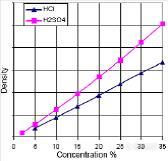
示图 1:密度作为浓度的一个功能
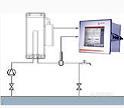
示图2:安装示例

示图3:DPRn427 Tan 的连接
应用:
盐酸5 – 20%, 25 – 90 °C
硫酸 5 – 30 %, 40 – 103 °C
磷酸 2– 20 %, 70 – 90 °C
优点:
通过优化酸的浓度减少酸的消耗量。
减小过酸洗的危险(蚀刻会伤害基本金属)。
优化酸洗的质量和时间。
清洗需要更少量的水。
快速连续的监控。
大量程内的高准确度。
健全的和免维护的方法。
传统方法:
实验室:
滴定:滴定中某反应试剂被添加到样品中,一滴一滴,直到样品的颜色发生变化。酸的浓度可以通过消耗的
反应试剂的总量计算出来。
劣势:不是连续的方法,有消耗品和需要受过培训的人员来操作。
在线滴定:
在线滴定:自动滴定。
劣势:需要消耗品,高的购置成本。
声速和电导联用:
劣势:不能覆盖整个应用范围;接近转折点时,测量准确度降低。
客户:
冷轧厂
电镀公司
涂料公司
化工行业
制药行业
机械厂




 投诉建议
投诉建议
提交

产品简介 | ALAB 5000 饮料工业自动化实验室

活动回顾 | 江南大学生物制造“产教融合、协同创新”论坛
台式全自动流变仪
饮料工业自动化实验室
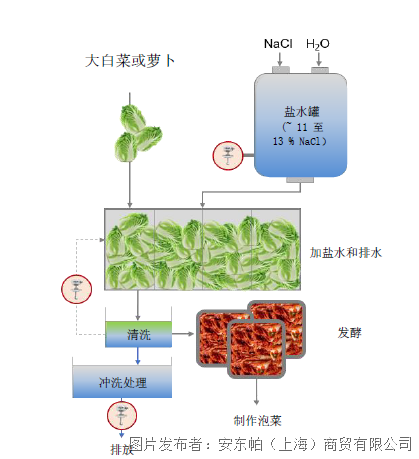
食品工业中的在线 NaCl 盐水浓度测量