


轧钢生产线倍尺剪切控制系统
关键词:倍尺剪切、轧制速度、长度积分
Steel rolling section shear control system
YUE Zhong, SUN Ying-Zi, WEI Cheng-Yong,
Abstract:This paper introduced the hard and soft configure of the Lai Gang steel rolling section shear control system, analyzed the control idea and function achieve of the shear.
Keyword: shear cut、rolling speed、length integral
1 前言
莱钢轧钢厂中小型棒材生产车间轧机设备,全部主体设备由意大利DANELI公司制造,自动化系统采用瑞典ABB公司Master piece 200/1系列控制器系统。这条生产线有18架轧机和3套飞剪组成。1#剪(S1)位于6#轧机后,用于粗轧坯的切头切尾。2#(S2)、3#(S3) 剪是曲柄剪,分别位于12#轧机和18#轧机后,用于重型材(2#剪)和轻型材(3#剪)的倍尺分段。正在轧制的棒材经倍尺剪分段后送入冷床,进入下一工序。
2 系统介绍
2#、3#倍尺剪控制在系统构成和控制方法上基本相同,现以2#剪为例进行系统介绍,S2的相关检测元件和工艺设备如图1所示。
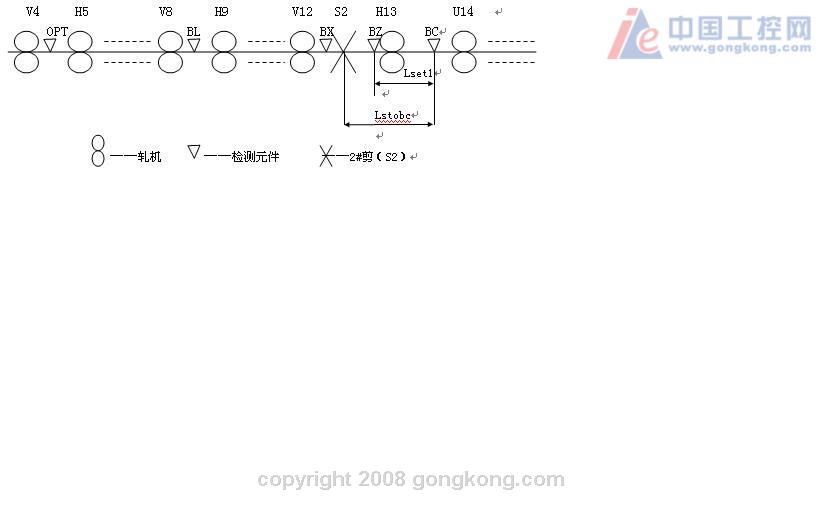
图1 S2检测元件和工艺设备
2.1 硬件配置
S2是由直流电机控制,在ABB控制系统中,PLC通过通讯模板DSCS131B把剪子启动信号、剪刃运动位置等控制参数通讯给DCV700系统来控制电机,电机轴上有一个增量型编码器用于剪刃位置反馈。控制系统通过定位模板DSDP140B检测电机位置编码器的实际值, 一块高精度计数模板DSDP150与DSDP140B板相连,用于启动剪刃。定位模板DSDP140B把作用时间送到数字量输入模板DSDI110参与控制。PLC通过元素POSR_H1(读定位模板 DSDP140B)来读取编码器所检测的剪子实际位置,而后通过POSW_H1(写定位模板DSDP140B)形成数据库与传动通讯,如果现场检测元件检测到钢材时,通过操作站所设定的速度基准来进行长度积分,如果长度达到所设定的长度时、启动START_H1(启动脉冲计数模板DSDP150),进行分段剪切控制。其控制系统如图2所示:
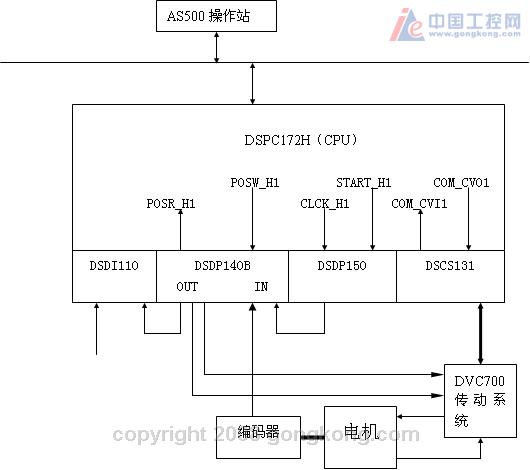
图2 s2控制系统图
2.2飞剪动作过程
飞剪是在钢坯行进中剪切,所以飞剪的剪切速度必须与轧件同步,否则会造成堆钢,由于轧件的自身有厚度,飞剪在剪入时有一剪入角,这样飞剪在水平方向的速度分量应该与钢坯的行进速度一样(在实际应用中切头时剪刃速度略超前轧制速度)。
要做到对飞剪进行控制,了解飞剪的运动轨迹和在轨迹中各点的速度是必要的。飞剪前一个机架的轧制速度与轧件的速度成正比,飞剪控制系统根据上位机提供的前一轧机的速度得到轧件的速度,同时根据操作台设定的剪切长度以及光电管发出的信号综合判断后启动飞剪,飞剪启动(启动位置 70度角)与飞剪加速结束之间飞剪速度是匀加速运动,在飞剪加速结束时剪刃剪切到轧件,此时剪刃速度正好达到轧件速度,飞剪加速结束与剪刃重合之间飞剪速度是恒定的,等于飞剪加速结束时的设定速度,剪刃重合与飞剪离开轧件之间飞剪速度是恒定的,等于剪刃重合时的飞剪实际速度,飞剪离开轧件与飞剪制动结束转入位置控制之间飞剪是一个制动过程,飞剪从制动位置(50度角)开始制动,当剪刃到达(290度角)时制动完毕,随后飞剪以30%的额定速度返回到起动位置(70度角)。为下次剪切作好准备,飞剪剪切一次的时间必须小于1秒钟。设计上需要飞剪能以最短的时间回到等待启始位置,程序中设置的是一个匀减速运动。
飞剪的加速、制动、定位控制由全数字传动装置与PLC系统配合完成。飞剪的控制采用三环系统(位置、速度、电流),由全数字传动装置完成飞剪的(速度、电流)环控制,位置环由PLC系统完成,在PLC系统中配置一块脉冲计数模板和一块模拟量输出模板。脉冲计数模板具有二个计数器,每个计数器具有二个I/O输入点和二个I/O输出点。用计数器1计算线材通过热金属检测器(或活套扫描器)的长度,采用热金属检测器(或活套扫描器)检测到线材头/尾信号的I/O信号直接启动计数器CH1。当CH1计数器值达到设定值时通过I/O输出点启动飞剪。用计数器2计算飞剪剪刃位置,通过检测脉冲发生器的脉冲启动CH2计数器,当CH2计数器值达到制动位置时通过I/O输出点停止飞剪,通过位置环使飞剪定位到零位。飞剪剪刃上的脉冲发生器在安装时使脉冲发生器的脉冲定位在160度角位置。
2.3 分段剪切控制
轧制中的棒材分段剪切过程,是通过分段剪前的一系列检测元件(光电管)检测到信号后,触发程序内部的棒材轧制速度计算、棒材分离判断棒材长度积分器等功能。控制系统以末架机架的速度设定值为速度基准是进行棒材长度积分,当积分长度等于倍尺长度设定值LSETP时,发送信号至START-H1启动倍尺剪,进行分段剪切;同时剪切信号启动积分元素的START2,进行下一段的长度积分,剪切过程循环置棒材轧制结束。
2.3.1 棒材轧制速度计算
BZ检测到运行中的帮材头部信号后启动修正长度积分器,积分器以末架轧机的设定速度Vsp进行长度积分;当BC检测到棒材头部时读取积分器内的长度值Line1。Line1和BZ与BC之间的实际距离Lset1进行比较得出速度系数K1,并对K1进行高/低限比较(0.9—1.1),如果K1超出这个范围,系统产生速度偏差报警。在连续轧制过程中对K1进行十次加权求平均值运算来确定轧制过程中的实际速度偏差系数Ksp。用于倍尺长度计算的速度值为:
Lsp=Vsp*Ksp
2.3.2 倍尺长度设定
在倍尺分段剪切控制中需提前对倍尺进行长度设定Lsetp,倍尺长度设定考虑以下参数:成品材定尺长度L0、定尺分段数N、棒材热涨冷缩系数Kt和剪切校正长度Offset。L0、N、Kt可由操作员在操作站设定。剪切校正长度Offset是在S2动作过程中棒材的移动量,与棒材的直径有关,OFFSET可根据不同规格的棒材直径计算得出,计算原理如图3所示:
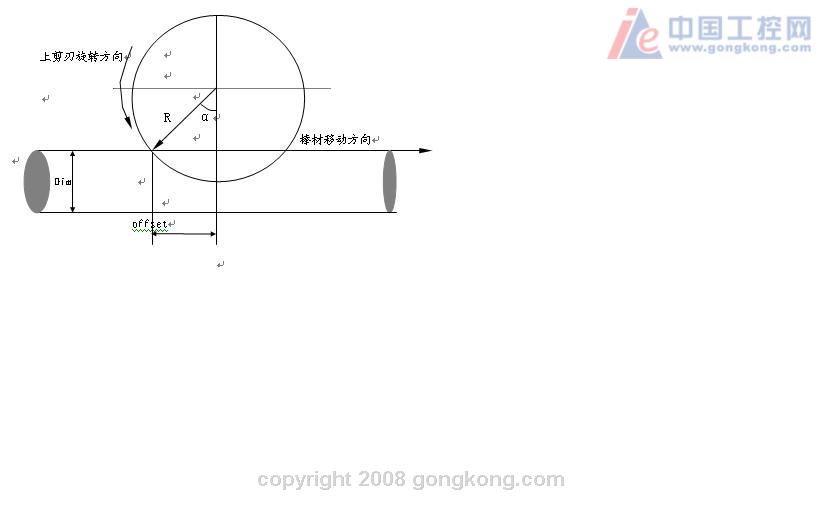
图3 Offset 计算原理图
图3中:R为曲柄旋转半径、Vp剪子线速度、Vm钢坯速度、α为剪切偏移角、DIM棒材直径
α=arccos(1- MDIM /2*r)
OFFSET=r*sinα
由以上得出:正常倍尺长度Lsetp=(L0*N+OFFSET+)*Kt。
2.3.3剪切过程
在轧制过程中OPT检测到棒材头部信号后启动一个长度积分器,积分速度为末架轧机速度;当棒材头部轧制到BX后,读取积分器内的长度值Lopt。Lopt是棒材在OPT与BX之间的轧制总长度,参与棒材尾部的剪切优化。
BX检测信号用于棒材头部判断。在连续轧制过程中上一根棒材尾部经过BX时,BX信号的下降沿启动物料跟踪;当下一根棒材头部到达BX时,BX信号的上升沿读取跟踪值Lt。Lt如果大于Lset1,则认为是一根新的棒材准备剪切;如果小于Lset将按上一根棒材的分段进行剪,切并产生假头和假尾报警。
经BX判断帮材头部后,控制系统通过BC头部检测信号启动棒材第一段倍尺的长度积分,当积分长度等于倍尺长度设定值LSETP时,发出剪切信号,同时启动下一段的长度积分。由于BC位于S2的后面,当BC检测到棒材头部信号时,棒材头部已经运动到距剪子Ls2tobc距离。因此在第一段倍尺的长度积分器中必须预置长度Ls2tobc。
当第一段倍尺积分长度等于长度设定值LSETP时,发送信号至START-H1启动倍尺剪,进行分段剪切;同时剪切信号启动积分元素的START2进行下一段的倍尺长度积分。
当轧制棒材的尾部经过OPT时,读取倍尺长度积分值L,启动尾部剪切优化程序。优化总长度为:
Ls2opt=BXTOC+L+Lopt
BXTOS——BX与剪子之间的距离,L—— OPT尾部信号来时倍尺长度积分器内的值, Lopt——为OPT头部信号检测到BX检测到头部时积分器内的值。
从OPT检测到尾部信号开始需要进行倍尺分段的个数N=(Ls20pt/Lsetp)-1
尾部剩余长度Lr =(S2OPT/Lsetp)取余。
理论上允许上加在最后一段的最大长度Lrm =Lmax(冷床最大允许长度)—Lsetp
如果Lr小于Lrm,则Lr可以附加在末段上冷床,优化过程结束。如果大于Lrm,则继续分段。
3 结束语
倍尺剪切控制系统的检测元件(光电管),在生产过程中容易受到轧线水蒸气和其它光源的影响,产生假信号。造成倍尺长度计算不准,剪子剪切动作提前或滞后,甚至不剪切等故障,严重影响轧钢节奏和成材率。因此为保证倍尺剪切控制系统的稳定性,提高到棒材的成材率,必须要加强对现场检测元件的维护。
作者简介:
岳忠,男,助理工程师,2006年毕业于山东科技大学。主要从事工业自动化系统设计及软件编程维护工作。
通讯地址:山东莱钢自动化部 岳忠
邮编:271104
电话:0634-6823271
E-mail:yuezhong0908@sina.com




 投诉建议
投诉建议
提交

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机