


给煤优化控制系统的应用与探讨
我厂#1机组是125MW机组,共有两套制粉系统,磨煤机采用的是低速钢球磨。在本次DCS改造过程中,安装了陕西天安智能技术有限公司研制的TCS…200A"球磨机料位监控"装置,通过与DCS系统的接口,来对给煤实现自动控制。当在手动控制方式下,由运行人员通过CRT 软手操操作,此时"料位监控装置"处于跟踪方式,以便实现手/自动无扰切换。自动方式下,由料位装置根据设定与实际料位信号的比较,经过PID运算,来实现对料位的控制。
一、设备与控制原理
1.1 设备原理:TCS-200A为球磨机的通用控制设备,用于控制球磨机运行过程中的物料量和钢球量。物料量指的是物料的体积与球磨机内部容积的百分比,即球磨机的物料填充率。该控制系统的功能包括料位测量和给料自动控制两部分,料位测量是通过检测球磨机音频信号实现的,给料自动控制是通过将料位控制在一个定值上来实现的。通过将料位控制在一个定值上,球磨机电机的功率(或电流)的变化即反映了钢球充填率的变化,因此,通过维持球磨机电机的功率(或电流)在一定值,同时也可实现钢球量的定值控制。
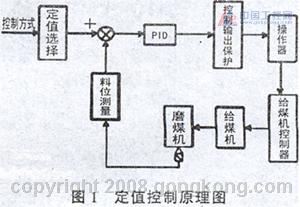
1.2 自动控制原理:在PID调节、控制输出保护的基础上,根据不同的给定值,来实现自动控制,主要控制方式有以下几种:定值、跟踪、最大、经济方式;"定值"指的是控制磨煤机中的料位稳定在一个固定的值。"跟踪"指在手动方式下,控制系统跟踪实际运行参数。 "最大"指的是最大出力寻优方式。"经济"指的是经济寻优方式。我厂采用的是"定值" 控制方式。其控制原理如图1。
1.3 DCS系统组态:在本次改造中,本厂的DCS系统改为新华公司的XDPS-400控制系统,给煤控制器改为软手操。在手动方式下,直接操作软手操器上的增、减按钮,通过AO卡件输出一个4~20mA的电流信号,送到电磁振动给料单元,由电磁振动给料单元输出一个连续可调的直流电压,从而改变电磁激振力的大小,来达到改变振幅、调节给料,从而进一步控制给煤量。此时给煤控制器处于跟踪状态。在自动方式下,给煤控制器根据磨煤机中的料位信号,经过PID运算,输出一个4~20mA的电流信号到DCS的AI卡件,在DCS组态中进行无扰切换,通过DCS的接口发出一个给煤控制信号到振动给料单元,从而达到控制给煤的目的。DCS组态原理与煤控制器和DCS接口见图2、图3。


二、设备调试
2.1 首先对磨煤机进行空罐和满罐标定,并对控制器的PID参数进行修正,具体标定参见表1 。

2.2 确定磨煤机筒体内的存煤量达到20%,通过增加给煤机的下煤量和减小系统通风量实现磨煤机场的高料位运行,投入给煤自动。
因磨煤机钢球装载量减少,磨运行电流比原运行电流下降10A左右(由72A)下降至62A),通过对煤粉细度(R90)的化验结果分析,分两次将粗粉分离器的挡板角度由原来的40度左右开至现在的50度左右,煤粉细度保持在规定要求内。
制粉系统的出力情况基本保持与原运行方式相同。实际运行过程中,通过机组负荷和粉仓粉位的变化情况,单套制粉系统基本能带9万负荷。通过对统计数据的整理分析,也与实际结果相同。(通过用电量和制粉单耗指标反推出力。
2.3 调试过程中,有时系统风压波动较大,系统无法投入自动运行。据分析因系统通风量大,造成系统回粉大,煤粉浓度增加,加重了粗粉分离器的负荷,因此导致系统风压波动。通过减少制粉系统通风量(将排入口挡板由全开逐渐压至60%开度),系统风压稳定,但出力明显下降,且影响干燥出力。
2.4 经过对比分析,维持系统原风量,将料位定值下调至15%。
三、注意事项
3.1 制粉系统及优化装置正常运行应按照运行卡片要求的参数运行。运行卡片参数见表2参数。
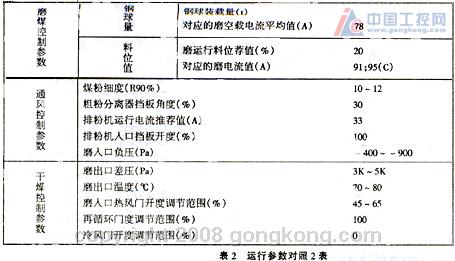
3.2 当磨煤机料位为20%,制粉系统运行稳定时,磨煤机电流平均值相对运行卡片要求偏差超过2A,应立即补加或停止补回钢球,以保证磨煤机最佳出力工况。
3.3 调节磨煤机入口热风门维持磨煤机出口温度在要求范围内,同时调节再循环门维持磨入口负压稳定。磨出口风温应尽量维持在上限80℃,不得低于65℃,否则将造成出力下降,制粉系统运行不稳定。
3.4 给煤机全过程自动的投入:无论磨煤机是否处于运行状态,只要将手动给煤调节至50%开度,再合自动开关,即可即时投入给煤自动调节。正常情况下,磨煤机停运过程中只需停止给煤机,不需解除自动;启动过程中只需启动给煤机,不需进行自动解投操作。
3.5 料位指示超过上限40%,给煤自动调节开始维持在下限开度10%,此时不需进行自动解投操作。给煤自动调节范围:上限开度为70%,下限开度为10%;料位20%对应的平衡开度为40%左右。给煤自动稳定运行后,(对应2%料位),锅炉运行人员应注意监视磨煤机出口温度、入口负压、出入口压差。
3.6 因磨出入口压差与风量的平方成正比且与磨出口积粉、煤质等因素有关,所以压差与磨煤机存煤量和通风工况的参考依据。运行中避免用磨煤机入口冷风门调节制粉系统风温。根据粉位情况,及时启、停磨煤机运行,禁止磨煤机低料位或磨煤机空转运行。
四、存在问题
4.1 煤质变化太大,导致系统运行不稳定:原煤中细粉较多,煤干,制粉出力增加,导致系统风压偏大;原煤中颗料大,煤温,制粉出力下降,导致干燥出力不足。所以在煤质较差以及变化较大时,建议由运行人员手动控制。4.2 甲给煤机煤层厚度变化大:煤层厚度较高时,投入给煤自动,给煤电流维持在17A左右,系统工作正常;煤层厚度较薄时,给煤电流维持在最大23A左右,料位加不上来,无法投入给煤自动。
4.3 甲磨煤机运行电流波动幅度大(十几安培),不能准确监控钢球装载量。甲、乙磨入口负压指示:有时负压达到-200Pa左右正常(手试);有时-500Pa左右给煤机入口冒热风。
五、总 结
通过加装TCS-200A球磨机料位监控装置,对给煤控制系统的经济、优化运行具有积极意交,大大地减轻了运行人员的劳动强度。同时通过设备的运行与调试,我们在DCS组态中增加了一定的保护逻辑,即当钢磨进出口差压在大于3000Pa或者粗粉分离器出口负压小于-6500Pa时,控制器自动将其输出锁定在30%,一旦恢复正常,则控制器重新进入自动调节状态。但是该保护在煤质变化较大时容易产生系统波动,导致堵煤,所以建议在此情况下,宜采用手动控制。




 投诉建议
投诉建议
提交

助力企业恢复“战斗状态”:MyMRO我的万物集·固安捷升级开工场景方案

车规MOSFET技术确保功率开关管的可靠性和强电流处理能力

未来十年, 化工企业应如何提高资源效率及减少运营中的碳足迹?

2023年制造业“开门红”,抢滩大湾区市场锁定DMP工博会

2023钢铁展洽会4月全新起航 将在日照触发更多商机