


LM在多工位双面轴承加脂加盖机中的应用
1 引言
轴承加脂加盖机器是轴承加工行业的主要设备,集机、电、气等技术于一体,主要用于单面盖、双面盖、铁盖或橡胶盖的成型加工。轴承加脂加盖生产流水线机械结构复杂,工位比较多,实际生产中要求工位可灵活选择设定,并能及时检测生产中的故障进行停机排查。传统的轴承加脂加盖机器控制系统通常采用继电器接触器控制,但由于继电器系统线路复杂、故障率高、维修工作量大,导致系统控制精度低、控制灵活性差、操作不直观,故很少能实现单双面可选,加脂加盖在一条生产线上同时进行。为此,本文采用可靠性高、灵活性好的PLC作为系统的主控元件,并采用触摸屏对系统进行参数设置和故障监控,提高系统的自动化程度。
2 双面轴承加脂加盖机介绍
2.1设备组成

图1轴承加脂加盖设备实物图
如图1所示,轴承加脂加盖设备实物图。多工位双面轴承加脂加盖设备,主要由机械系统、气动控制系统和电气控制系统组成。
机械系统主要有上料装置、工位送料装置、注脂、脂检、加盖、压盖、盖检、旋转翻身装置和均脂装置等组成。上料装置采用圆盘供料和PU带传送上料。工位送料采用夹持式送料方式,避免了轴承的磕碰伤。注脂采用非接触式注脂定位技术,保证了在注入油脂时注脂头不接触保持架。采用工业视觉系统进行油脂透光检查,可检查出保持架不良品。加盖采用串料杆上料方式,可适应铁盖或塑盖。压盖采用气液增压缸压盖,通过可设定上、下限的线性电位器进行盖平面高度检查。翻身采用步进驱动定位技术,保证每次完成180度工件旋转。匀脂采用时间长短可调的旋转均脂方式。
气动控制系统采用自适应式气液增压技术,在压头和防尘盖接触后加力实现无冲击静力压盖,压盖力连续可调。
电气控制系统采用和利时公司PLC控制器和触摸屏人机界面,可进行各种故障自动识别,自动声光报警,自动停机保护。
2.2工位选择工艺原理
完整的双面轴承加脂加盖生产流水线依次要进行送料、加脂、脂检、空操作、A面加盖、空操作、A面盖检、A面压盖、翻身、空操作、B面加盖、空操作、B面盖检、B面压盖、删除和均脂等16个工位动作,其工序过程如图2所示。只有前一个动作检测执行成功,后面才能执行,如果前面动作执行不成功,则对应此产品的后面工位均不执行,并且执行不成功的这个不良产品将一直移到删除工位进行删除。例如:产品脂检不合格,则后面工位均不动作,移至删除位删除不良品。

图2 工序流程图
各工位开或关选择有两种模式:
(1) 触摸屏内手动选择
各工位开或关可在触摸屏内修改。比如,在触摸屏内设定‘是否需要加脂’这个条件,设定为加脂则执行加脂程序,设定不加脂则加脂程序不执行,依次类推,直至均脂。
(2) 自动循环过程自动选择
自动循环过程各工位除了要根据触摸屏内设定的工位选择条件执行外,还要依赖脂检、盖检的结果自动选择后续工位是否执行。譬如,如果某产品做A面盖检后发现不合格,则此不良品移至后续的工位时,动作都不执行,在删除工位进行不良品删除。
3 监控系统方案设计
3.1 PLC介绍
3.1.1 PLC工作原理
PLC工作方式又扫描方式和中断方式,所谓扫描方式是周而复始的执行一系列任务。任务循环执行一次称为一个扫描周期,其扫描的工作过程如下:
(1)读输入:将物理输入点上的状态复制到输入过程映像寄存器中。
(2)执行逻辑控制程序:执行程序指令并将数据存储在变量存储区中。
(3)处理通讯请求:即执行通讯任务。
(4)执行CPU自诊断:检测固件、程序存储器和扩展模块是否工作正常。
(5)写输出:在输出过程映像寄存器中存储的数据被复制到物理输出点。
中断方式是指当中断事件发生时则立即执行一次相应的中断服务程序,不受扫描周期的影响,响应速度快,从而进一步提高了PLC控制的可靠性。中断事件不发生时,不扫描中断服务程序,这样可以节约扫描时间,减少扫描周期。
3.1.2 PLC特点
(1)PLC逻辑判断和控制能力强,抗干扰能力强,可靠性好。PLC从硬件上采用隔离、滤波措施有效地抑制和消除了干扰。
(2)扩展性和柔性好,且可移植性好,在不改变硬件的情况下,只改变软件的程序就可以实现不同的功能。
(3)编程语言丰富,可以采用不同语言编写程序,® LM系列PLC支持6种编程语言,包括:梯形图(LD)、指令表(IL)、结构化文本(ST)、功能块图(FBD)、顺序功能图(SFC)和连续功能图(SFC)。给编写程序带来很大方便。
3.2 监控系统方案
16工位双面轴承加脂加盖机器的电气控制系统是整机系统的一个重要组成部分,其中各工位的开或关选择是保证控制系统整体性能的关键所在。根据各工位的具体控制要求,本文采用可编程控制器和触摸屏相结合的控制方案。其中PLC完成对各工位接近开关、传感器信号的采集和逻辑运算,实现对各电磁阀、步进电机等输出装置的动作控制;触摸屏实现各种参数的设置、显示以及故障报警。
3.3 控制系统硬件设计

图3 控制系统结构
分析设备工艺要求,系统需要36路数字量输入,25路数字量输出和2路模拟量输入,同时需要一点高速脉冲输出实现步进电机运动控制。系统选用和利时公司的LM 系列可编程控制器LM3106A、LM3210、LM3212、LM3221和LM3310实现控制。 控制系统结构如图3所示。
LM3106A本体集成14通道24VDC输入, 10通道晶体管输出,可连接4个扩展模块。具有2点100KHz高速脉冲输出,一个RS-232串行通讯接口,支持Modbus RTU从站协议,可与和利时触摸屏进行串口通讯。
LM3210是8通道数字量输入扩展模块,LM3212是16通道数字量输入扩展模块,M端为模块各自的外接DI公共端,可接24VDC传感器电源的正端或负端,以适应源型\漏型的DI。
LM3221是16通道晶体管输出扩展模块,输出额定负载电压为24VDC。
LM3310是4通道的模拟量输入扩展模块,4个通道可独立配置为0-10V标准电压信号输入或者0-20mA、4-20mA可选标准电流信号输入。
触摸屏选用和利时公司5.7″彩色显示屏。
4 程序设计
4.1 主站程序设计
触摸屏主要实现人机交互,对轴承加脂加盖机器进行工位开或关选择,负责系统的在线监视、控制、调试、维护。完成数据显示、数据分析和操作保护三类功能,可分为以下几个方面:
(1)参数设定、实时数据的收集处理和显示及命令控制界面,如图4所示。
(2)为保证监控系统的安全性,对于某些特殊的控制参数设有多级密码保护功能,以确保控制参数及系统的安全性。
(3)实现系统手、自动控制,即达到系统的自动控制,又便于设备的调试与维护。
(4)具有报警和故障显示功能,对系统达到预警提示及安全控制的功能。如图4-图7。

图4 工位选择画面 图5 手动画面

图6 参数设置画面 图7 报警画面
4.2 PLC程序设计
4.2.1 PLC应用程序
根据多工位双面轴承加脂加盖机工作过程对控制系统提出的要求,整个PLC应用程序分公共程序、手动模式程序、自动模式程序、工位控制程序和报警程序。
(1)公共程序主要对系统工作参数进行设定,实现良品和不良品的计数统计。
(2<




 投诉建议
投诉建议
提交

和利时助力常德至长沙实现高铁全线贯通
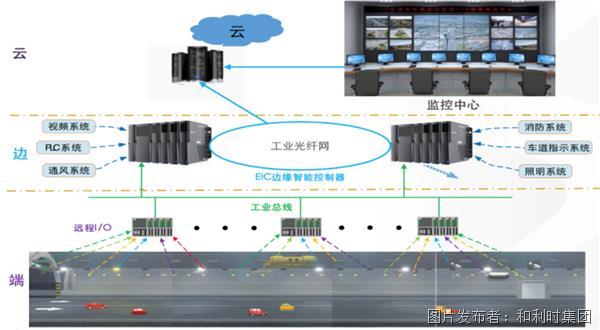
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
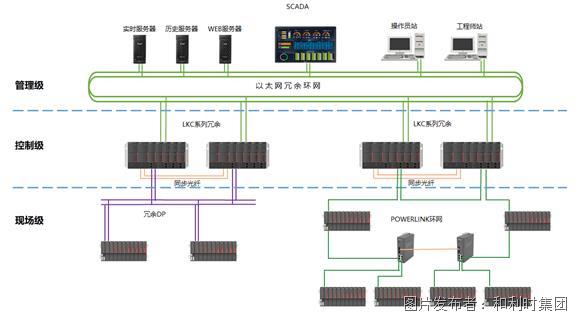
和利时LKC系列可编程逻辑控制器