LM在卷板机中的应用
2009/11/13 14:40:00
1 上辊万能式卷板机简介
上辊万能式三辊卷板机,用于在常温下弯卷一定厚度的金属板成筒状、弧形或有一定锥度的零件。其工作原理是旋转式弯曲变形。因上辊可上下移动、也可水平移动,所以不需另加压力机和等附加设备,可一次上料,不需调头就可完成板材两端部的预弯及成型弯曲功能,以及用于成型工件的校正。借助辅助装置,可使板料端部对正,且剩余直边较少。是石油、化工、水泥、造船、锅炉、航空、水利、输变电铁塔等机器设备制造行业的必备设备。
本机床结构形式为三辊对称式,上辊在两下辊中央对称位置作垂直升降运动,通过液压缸内的液压油作用于活塞而获得,为液压传动;两下辊作旋转运动,通过减速机的输出齿轮与下辊齿轮噘合,为卷制板材提供扭矩。
2 设备结构及工作原理
上辊万能式三辊卷板机同时具备预弯及卷圆双重功能,其结构主要有整体底座,翻倒侧机架,固定侧机架、工作辊、支撑辊装置、主传动装置、上辊移动装置、翻倒装置、液压泵站、电控系统等部件组成。

图1 设备结构图

图2 上、下辊位图
上辊的上下移动及上辊的水平移动均设有数字显示装置,因而操作方便,控制准确。上辊倒头的翻转、复位均由油缸来执行,上辊的平衡通过卸料装置来完成,从而使卸料更为方便。 本机两下辊为主动辊,位置固定,由主电机经主减速器减速后,经输出轴齿轮传动至设在下辊两端的齿轮使下辊转动,减速机输入轴伸出端设有制动装置,当板料被上下辊夹住,板料与工作辊之间产生磨擦力,使板料运动,通过三辊与金属板相接触的三个切点构成弧度,使平板弯曲,调整上辊的压下量,可达到所需弧形或圆形工件的曲率半径。本机上辊为从动辊,依靠工作辊面与钢板间的磨擦力,使其旋转,其上下移动由两端顶部液压缸驱动。上辊前后水平移动则是由制动电机经一对V型带轮传动至副减速机输入轴再由减速机两侧输出轴经联轴器传动至轴承座中蜗轮副,通过蜗轮中的螺母旋转,使丝杆及与之相连接的水平移动轴向前或向后作水平移动,从而带动固定侧及翻倒侧机架同上辊一起向前或向后水平移动。在机器的翻倒侧机架一端,设有一个翻倒油缸,当卷制工作结束后,上辊移动至中间位置并上下爬升到预定高度,翻倒油缸动作,使翻倒侧机架翻倒,卸下工件后,双级油缸再动作使翻倒侧机架恢复,到此一个工作循环结束。
3 上辊的同步控制
卷板设备固定侧和翻倒侧驱动上辊进、退同步是协调上、下辊和板料压力一致保证卷板精度的决定性因素。上辊两端的位移差受一定的精度范围限制,在固定侧和翻倒侧分别装有光栅尺,上辊同进、同退运行过程根据光栅尺采集信号及时反映上辊两端位置,当两端位移差超过精度范围上限时,行走快的一端将自动停下等待慢的一端跟上,达到同步范围下限时又自行启动,如此保证上辊两端达到同步进、退。
卷板设备固定侧和翻倒侧驱动上辊进、退同步是协调上、下辊和板料压力一致保证卷板精度的决定性因素。上辊两端的位移差受一定的精度范围限制,在固定侧和翻倒侧分别装有光栅尺,上辊同进、同退运行过程根据光栅尺采集信号及时反映上辊两端位置,当两端位移差超过精度范围上限时,行走快的一端将自动停下等待慢的一端跟上,达到同步范围下限时又自行启动,如此保证上辊两端达到同步进、退。
LM系列PLC提供两路100KHz的高速计数输入端,可外接两个采集高频信号的光栅尺满足同步信号的采集和处理,实现上辊的进、退同步控制。
4 系统介绍
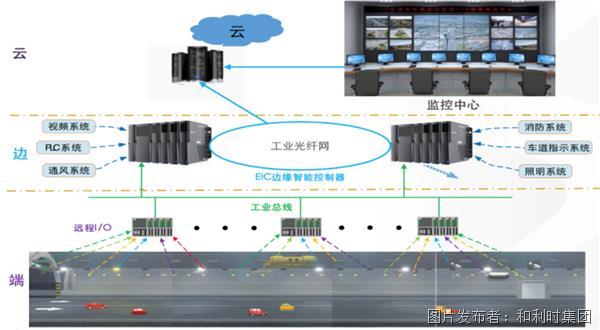
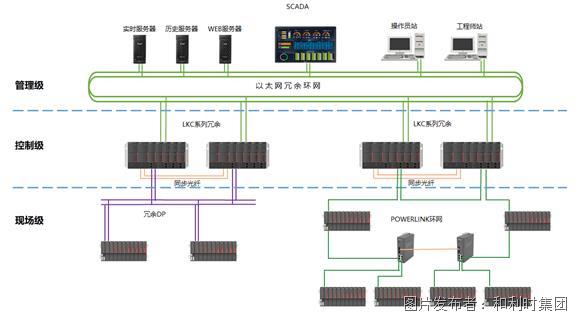
上辊万能式卷板机全自动控制系统由控制部分、驱动部分和监控部分组成。系统结构图见图3。
上辊万能式卷板机全自动控制系统由控制部分、驱动部分和监控部分组成。系统结构图见图3。

图3 控制系统结构图
4.1 控制部分
本系统采用 LM系列PLC控制,配置1个CPU模块LM3107、1个8路数字量输入模块LM3210和一个4入/4出数字量模块LM3231。
1)CPU模块:LM3107,本体集成14 DI / 10 继电器DO,其输出有3个公共端,其中AC220V 输出占用2个公共端,DC24V的输出占用1个公共端,具有两路100KHz高速计数输入功能,另外,还可以通过RS-232通讯口与触摸屏进行通讯。
2)开关量输入模块:LM3210,8路数字量输入,输入电压为24VDC。
3)开关量输入/输出模块:LM3231,4DI/4继电器DO,输入电压24VDC,输出电压24VDC或24VAC-230VAC。
本系统采用 LM系列PLC控制,配置1个CPU模块LM3107、1个8路数字量输入模块LM3210和一个4入/4出数字量模块LM3231。
1)CPU模块:LM3107,本体集成14 DI / 10 继电器DO,其输出有3个公共端,其中AC220V 输出占用2个公共端,DC24V的输出占用1个公共端,具有两路100KHz高速计数输入功能,另外,还可以通过RS-232通讯口与触摸屏进行通讯。
2)开关量输入模块:LM3210,8路数字量输入,输入电压为24VDC。
3)开关量输入/输出模块:LM3231,4DI/4继电器DO,输入电压24VDC,输出电压24VDC或24VAC-230VAC。
表1为控制系统的I/O配置。
表1 系统I/O分配表
|
信号类型 |
设备名称 |
PLC地址 |
信号类型 |




 投诉建议
投诉建议
提交
查看更多评论
其他资讯
和利时助力常德至长沙实现高铁全线贯通 喜讯!和利时连中两标边缘智能控制器采购项目 助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目 和利时荣膺2022第二届智能制造创新大赛多项大奖 和利时LKC系列可编程逻辑控制器 |