


LM在混凝土搅拌站中的应用
2009/11/18 14:37:00

随着城市现代化建设的不断发展,以往由各个建筑工地自行生产混凝土的方式,由于其混凝土质量难以保证、噪声及粉尘污染巨大等缺点,正在被自动化程度较高的混凝土搅拌站所取代。自动控制的混凝土搅拌站具有产品质量优良稳定、生产成本低、环保性能良好等特点,正在成为混凝土生产的主流方式。
工艺原理
混凝土搅拌站设备众多,结构较复杂,但一般包含工艺过程中较为重要的因素,包括原料的上料、配料以及生产精度控制几个部分。

1.原料上料 原料采用皮带上料,称量部分采用4套称重单元,每个料斗配置四个称重传感器。称重传感器的四个信号通过称重单元转换为4-20mA标准信号。骨料仓采用振动给料,分大小门气动给料口。水泥仓采用螺旋给料,通过变频器可以调节给料速度,水泥仓带破拱设备。水通过电磁阀控制进入称量仓,称量完毕按少于一定搅拌时间计算,均匀在搅拌过程中进行花洒。
2.配料过程 根据用户新设定的配方或者存储的配方进行生产,生产过程中可以随时在线修改配方。根据用户要求的生产量和每次搅拌的最大量,自动计算生产次数和生产的料量(最后一次的生产量可能不是满搅拌量生产)。每次搅拌的过程为:首先按计算料量顺序投入5种料,然后搅拌混合、卸料,之后顺序投料,依次循环直到完成要求的料量。
3.生产精度控制 影响配料误差的主要因素为:料斗门或螺旋给料器的动作滞后时间和空中余料(冲量)的随机变化。为此,针对水泥采用变速给料来减少冲量影响。称量时,先高速给料,达到设定值的90%左右后自动变为低速配料,实现精称。对骨料(大石、砂)采用大小闸口和逐次逼近的精称方法。精称时大小闸口全开,快速达到关闸值(目标值-经验空中余量最大值)后,关闭大闸口,稳定后根据与目标值的差距量自动用小闸口补料,一般经过1~2次补料就能完成精称配料。对水采用粗、细管加水方案,实现流量精称。通过以上技术措施,不但提高了称量精度,而且保证了生产速度。
控制功能
混凝土搅拌站的自动控制系统由电子配料系统、自动控制装置以及部分机械结构组成,在自动控制系统的控制下,混凝土搅拌站能够按照给定的配方,自动地完成物料称量、投料、搅拌和出料,同时能在配料生产中实时显示各种数据以及操作状态等。
混凝土搅拌站的自动控制系统中的核心部分自动控制装置,采用HOLLiAS LM PLC系统,包括CPU模块、DC24V数字量输入扩展模块、模拟量输入扩展模块以及模拟量输出扩展模块。LM PLC系统作为核心控制装置,主要完成的控制功能包括实现手动、自动操作转换,便于配料操作;搅拌机卸料完成后的自动响铃和人工响铃信号提示;接收骨料含水率传感器数据,自动调整骨料与水的设定值,同时也能够手动输入骨料含水率,在没有含水率传感器的情况下,灵活地调整骨料和水的设定值;在每拌混凝土生产时,根据当前生产配方,通过称重系统自动完成各料量的称重;根据每批料的配料数据变化,自动修正落差值或设定固定落差值;进行配方管理;设定生产参数、控制参数和配料参数,根据生产需要灵活地修改卸料、配料延迟时间、配料报警上、下限百分比值、快慢速设定值、搅拌时间、卸料时间、自动启动下一车配料等。
系统特点
采用HOLLiAS LM PLC对混凝土搅拌站进行控制,其主要特点有:

LM PLC拥有巨大的内存空间,其中包括120K的程序存储空间和6K的掉电保持区,可以方便地存储混凝土搅拌站的多个配方数据;
能够在复杂的环境中长期、可靠、无故障地运行,其接线简单,维护方便,隔离性好,抗腐蚀能力强,能够适应较宽的温度变化范围,适合混凝土搅拌站恶劣的生产环境;
LM PLC可以通过485总线或者扩展通讯模块与计算机通讯构成网络实现多套搅拌系统的群控,使得混凝土搅拌站控制功能更加集中,生产管理、维护更为简便。




 投诉建议
投诉建议
提交
查看更多评论
其他资讯

和利时助力常德至长沙实现高铁全线贯通
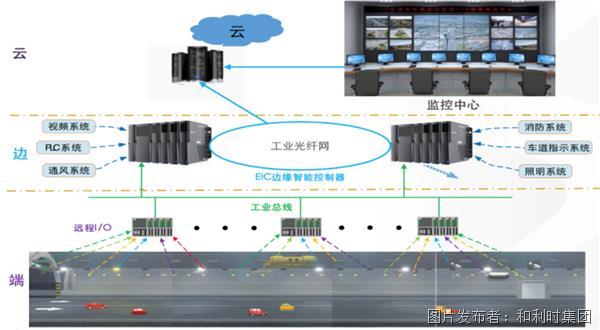
喜讯!和利时连中两标边缘智能控制器采购项目

助力智慧公路发展——和利时成功中标内蒙古气象发布服务项目

和利时荣膺2022第二届智能制造创新大赛多项大奖
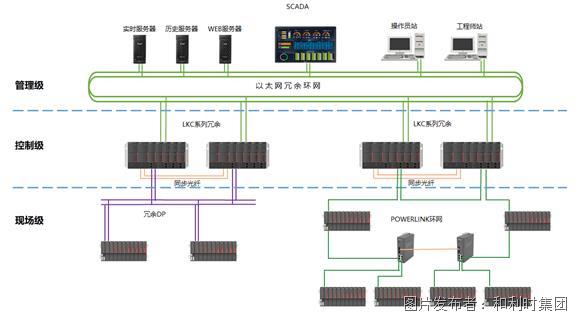
和利时LKC系列可编程逻辑控制器