


风力发电机组球墨铸铁件超声波无损检测
中国从2005年开始大规模发展风电,风电设备自主化程度也越来越高。铸件在风电领域应用较广泛,风电机组用铸件主要有轮毂、底座(机舱座)、轴、轴承座、齿轮箱箱体等,。风电铸件材料主要采用球墨铸铁,球墨铸铁由于碳以球状存在于铸铁基体中,改善了对基体的割裂作用,使得其抗拉强度、屈服强度、塑性、冲击韧性大大提高,并具有耐磨、减震、工艺性能好、成本低等优点[1]。对于风电机组球墨铸件的无损检测手段主要有超声波检测和磁粉检测,其中超声波检测主要检测铸件内部缺陷应用较为广泛。国外的风电制造企业例如Gamesa等在无损检测企业规范中对于球墨铸铁的检测都有严格的规定,国内的风电企业很多参照EN12680欧洲标准检测球墨铸铁。随着风电行业对质量重视程度的提高,风力发电机组球墨铸铁的国家标准也于2009年颁布实施。
本文先介绍球墨铸铁超声波检测的特点、然后介绍国外风电企业球墨铸铁超声波检测的要求关键要点,最后介绍风电机组中典型球墨铸铁结构的超声波检测。
一 球墨铸铁超声波检测的特点
球墨铸铁中的缺陷主要有疏松、缩松、缩孔、夹渣及夹杂物、裂纹、砂眼、气孔。
球墨铸铁探伤的主要特点有三点:
1.透声性差
球墨铸铁的主要特点是组织不致密,不均匀和晶粒粗大,使超声波散射衰减和吸收衰减明显增加,透声性差。
2.声耦合差
球墨铸铁表面粗糙,声耦合差,探伤灵敏度低,且探头磨损严重。
3.干扰杂波多
球墨铸铁探伤干扰杂波多,一是由于粗晶和组织不均匀性收起的散乱反射,形成草状回波,使信噪比下降,特别是频率较高时尤为严重,二是球墨铸铁形状复杂,一些轮廓回波和迟到变形波引起的非缺陷信号多,此外铸件表面粗糙表面也会产生一些反射回波,干扰对缺陷波的正确判定。
球墨铸铁超声波检测一般采用纵波脉冲反射法,由于球墨铸铁的超声衰减较大宜采用穿透能力较强的设备,例如设备的激发电压较高、同时支持方波激励;检测频率不宜过高,一般为2MHz~2.25MHz。
球墨铸铁超声波检测时要注意因铸件结构形状影响底波的现象;要注意因检测面为曲面而需要的增益补偿;对于位于铸件表面以下3~4mm之内的表层缺陷,即使采用表面检测手段例如磁粉或涡流检测也能以发现,常规的单晶直探头也可能位于其盲区之内,故宜采用单晶探头斜射检测或者采用双晶直探头或者斜探头检测解决该问题。
二 国外风力发电企业对球墨铸铁检测要求
国外风电企业关于球墨铸铁的检测一般采用EN12680-3,3级合格,但有很多公司认为该标准较松,所以各企业根据EN标准编写了适合本公司的更为严格的检验及验收标准.如著名的风电生产制造商Vestas,Gamesa等企业,他们都分别有自己的无损检测规范,其中对探头和仪器及检测验收标准都有明确的规定。
1、超声波探伤仪
现在风电企业普遍采用美国GE公司的USM35X-S A型显示脉冲数字式超声波探伤仪。
2、超声波探头
铸件探伤一般以纵波直探头和纵波双晶探头,由于铸件晶粒比较粗大,衰减严重,宜选用较低的频率,一般为0.5″2.5 MHz,探头直径一般为10mm~30m。
在风电企业一般采用GE公司生产的B1S和B2S带软保护膜的单晶纵波直探头和SEB2,SEB2-0,MSEB2和MSEB4。
3、耦合剂
铸件探伤时,常用粘度较大的耦合剂,一般采用化学浆糊,甘油等。
4、检测灵敏度调整
灵敏度调整有计算法以及DGS图法。
计算法
在铸件上厚度最厚的地方找一位置,检测表面与底面平行,调整底波,使波高达到荧屏满刻度的50%或80%,依检验者的习惯,再调节增益,增加下面公式计算出来的数:
△dB=20log(2λx/ πDf2)
式中: x—工件横截面厚度,mm
λ—波长,mm
Df—平底孔直径,mm
通过查探头DGS图法
GE公司的探头,每一个探头在出厂前都由厂商技术人员进行测试,制作出每一个探头的DGS曲线,例如双晶直探头MSEB2(E),探头编号为:57461,其测试图如图1所示。实际检测时,根据每个探头的DGS曲线,查找需要增加的dB 数。
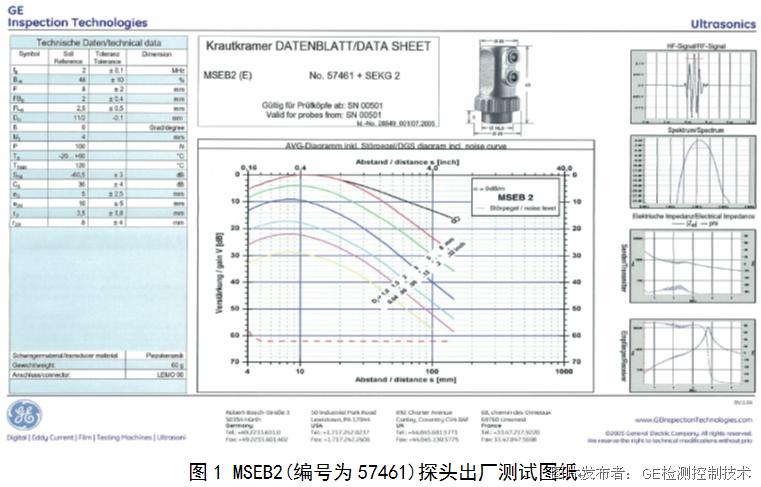
如果检测铸件的厚度是100mm,在铸件表面调节底波,使波高达到50%, 要求工件中缺陷当量大小不超过φ3,通过查DGS曲线,可知△dB为27dB。
利用仪器制作DGS曲线
GE公司生产USM35 非常先进,可以根据不同的工件制作不同的DGS曲线,可以更贴近工件的状态,检验灵敏度更高。
这种方法非常先进和方便,检测者只要在工件上做好DGS曲线,只要发现了缺陷,就可以很直观地知道缺陷的当量尺寸大小。
5、检测缺陷的记录及验收标准
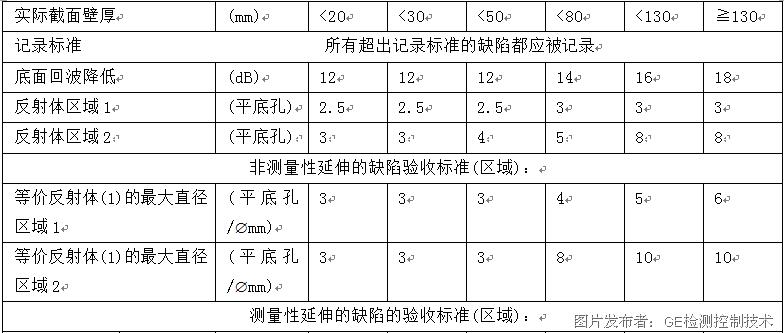
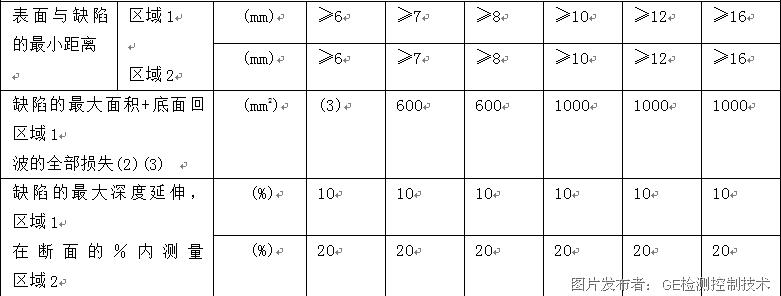
依照图2所示对需超声波检查的组件进行区域划分。标准对区域1和区域2的验收等级是不同的。

A.根据表1记录缺陷。该记录的缺陷为:
反射波高度超过表1记录标准的缺陷。
超过表1中底面回波高度降低量标准的底面回波降低的缺陷,注意这种底面回波降低不能是由几何形状或耦合引起的。
B.缺陷的大小由下述方法决定:
dB中纪录标准之上的最大回波高度或底面回波最大降低值都应该被测量和记录。
在相关的记录标准下,缺陷的范围应该用6dB法来决定。
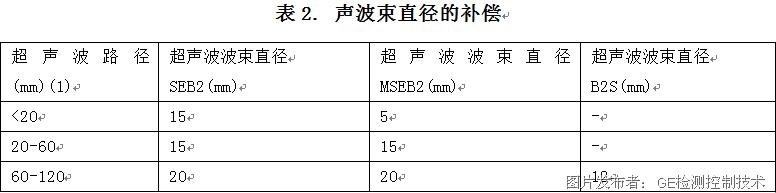
C.缺陷大小修正:
假如缺陷的大小比声束的直径小应该被降低,允许降低值已经在表2中给出。
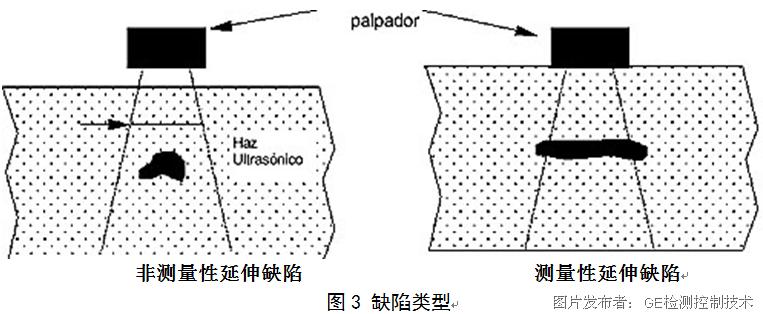
D.缺陷评估,表1中有三种缺陷类型:
类型一,非测量性延伸缺陷
非测量性延伸缺陷的反射波实际的超声波波程长度比超声波束的直径小(见图3)。这类缺陷的大小不用报告,依照表1的参考标准(以平底孔为参考)和深度延伸进行评估。
类型二,测量性延伸缺陷:
测量性延伸缺陷的反射波实际声波波程长度比声波束的直径大。次类缺陷的大小应该报告,并且应该通过探测两侧表面超出了实际区域和壁厚规定的参考标准(以平底孔为参考)的点来决定这些缺陷的深度延伸。缺陷应依照表1中的参考标准、区域及深度延伸。
类型三,底面回波降低
超过的区域和壁厚规定的记录水平的底面回波降低。此类缺陷根据表1进行评估,评估是在缺陷的范围在表面上的投影被确定后进行,投影的边界点是底面回波相对于记录标准降低了6dB的点。在测试区域的底面回波降低应该不需要深度延伸的确定就可以验收通过,在测试区域降低应该小于记录水平+6dB。当底面回波降低量大于记录标准6dB时定义为底面回波全部消失。
(1) 如果缺陷有深度延伸,那么必须按照区域的深度延伸规则进行评估。
(2) 底面回波的全部损失=记录标准+6dB。
(3) 缺陷的扫描表面上的最大允许长度等于实际断面T。如果两个相邻缺陷之间的距离小于它们两者之中最大的一个尺寸,那么它们可以认为是一个缺陷。
(4) 通过区域2中的底面回波的全部损失得到的深度延伸应该利用对两侧表面上点的探测来确定,在这些表面上,就区域1内反射器而言,能够发现一个超过记录标准的直接反射波。接着应该依据就缺陷的深度延伸而言的规则,对缺陷进行评估。覆盖区域1和区域2的缺陷应该具有一个实际断面T的最大的总深度延伸,并且区域1的深度延伸应至多为实际断面T 的10%。对于在区域1内缺陷的最大区域来说的规则应该被考虑。
如果一个缺陷的最大长度小于实际断面T,那么区域2 的最大深度延伸可以被增加到30%。
(5) 在区域2 内,记录标准和记录标准+6dB之间的底面回波降低可以验收通过而不必测量。
(1) 超声波路径被定为从扫描表面到缺陷之间距离的两倍
三 风力发电机组球墨铸铁典型结构超声波检测
轮毂检测。轮毂属于大型球形壳体类铸件,壁厚一般为60mm~150mm范围内,不允许存在超过标准规定的缩孔、缩松、气孔、夹渣以及表面裂纹等铸造缺陷。轮毂铸造成型后需要进行精加工及组装,如果在精加工前或者在组装过程中发现缺陷那么将无法返修,所以需要在精加工前对轮毂进行超声波检测。

轴承座检测。轴承座承受较高的载荷,对质量要求较高,需要进行检测。

轴套检测。国内风电企业出现过轴套断裂的事故,所以部分风电企业在安装前对其进行检测。轴套检测一般从轴的两端以及轴的圆周进行检测。

四 结束语
通过对国外风电企业对球墨铸铁超声波探头的介绍,希望对国内的风电企业有借鉴和学习的意义。随着风电行业球墨铸铁检测标准的制定与实施,必将对风力发电机组球墨铸铁的质量控制将有重大意义,有利于整个产业与国际接轨。




 投诉建议
投诉建议
提交

致力检测行业 助力飞行安全

GE德鲁克新产品发布全国路演 北京站圆满结束

GE检测控制技术推出新品DPI611

GE即将启动十城市路演暨DPI611便携式压力新品发布活动

GE与江阴兴澄特钢结成无损探伤战略合作伙伴