


MOTEC 智能伺服独立控制三轴磨齿机案例
MOTEC 智能伺服独立控制三轴磨齿机案例
1.控制系统组成
机床控制系统由三套MOTEC带PLC功能的伺服,斯美特触摸屏通过485通讯及IO点通讯方式实现三轴控制。
2.工艺要求:
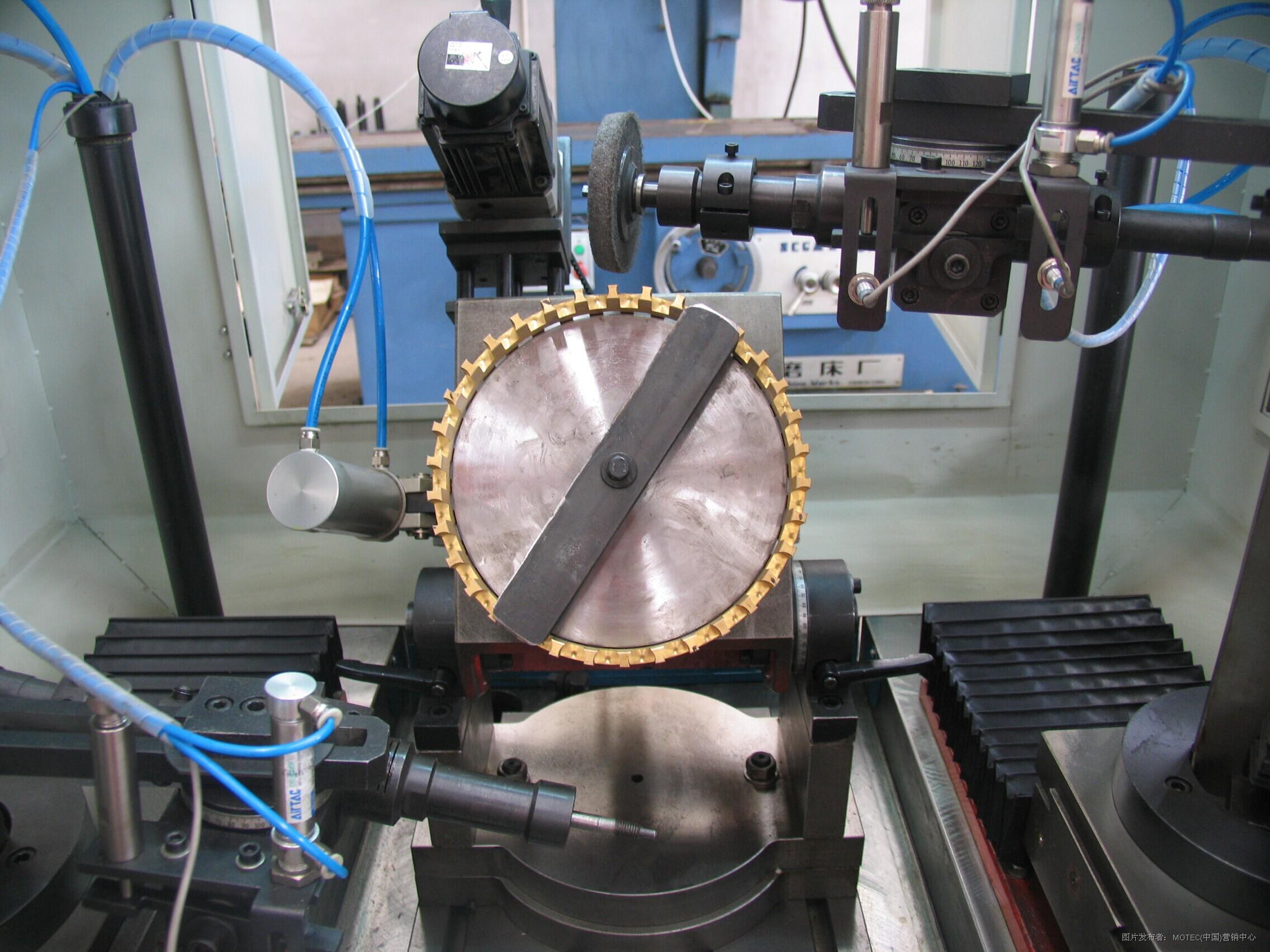
3.工件图如下:

磨头运动轨迹:磨轴的运动轨迹为一个开口的矩型槽,其中磨头速度,矩形槽的3个边长可调。
4.控制系统操作说明

1.第一排为报警指示灯,当伺服正常工作时灯为绿色,当伺服报警时相应的指示灯会变成红色,此时系统会强制停机,启动按钮不起作用。若该报警是可清除报警,则排查掉报警原因后点击报警清除按钮,指示灯会绿色。再点击磨机磨头对刀按钮。系统继续工作。若报警为不可清除报警,则排查掉报警原因后。重新上电,则报警清除。可继续工作。
2.系统启动按钮,点击启动按钮之前必须进行正确的参数设置。例如:‘主轴5000磨轴50槽宽10齿宽1槽宽1齿数100’之后才可以点击启动按钮,若参数全为0时点击了启动按钮则需要点击停止按钮,再点击磨机磨头对刀按钮。重新输入正确数据,按启动运行
3.主轴速度 磨轴速度设置 为工作速度及点动速度两用,若需要点动时,先设置点动的速度然后再按点动按钮,需要工作时,设置工作速度,然后点启动。
4.槽宽,齿宽输入,可输入实际尺寸,或者槽宽齿宽比例。如可以输入20mm10mm或者直接输入2,1
5.改程序的工作时序为首先将磨头对刀到齿宽顶点,运行时,磨机先旋转一个角度进行齿宽加工,到位后磨头下降,进行槽深负加工,然后磨机再旋转一个角度,记性槽宽加工,到位后磨头上升,进行槽深正加工。为一个槽齿的加工周期。
6.程序工作时,设有点动保护,及工作状态点动按钮无效。
7.卡紧/松开,磨轴一气缸卡紧/松开,磨轴二气缸卡紧/松开,三个按钮为PLC输出点控制,为了安全,程序设置在运行过程中点击不生效,但若有状态改变,则在运行结束或者点击停止后继电器会发生相应变化,所以不建议在加工过程中按动此类按钮。若不小心点击则再次点击回到原状态即可。
8.点击启动,系统运行中,可以通过停止按钮来停止当前动作,点击停止之后,再次点击启动无法继续运行,必须进行对刀操作之后,才能再次启动,若运行过程中不小心按动对刀按钮,则系统会立即停止,且坐标参数归零,重新对刀才能工作。
9.对刀操作,首先设置磨轴主轴运行速度,然后缓慢将砂轮对到加工点处,点击对刀按钮,观察到三个坐标数据窗口都为零后,对刀完成。
10.异常一般处理办法,先点击停机/急停,然后点击对刀,一般即可恢复正常,若无法恢复,断电重新上电即可。
5.功能特点
本套电气系统采用三台PLC功能的伺服驱动器加触摸屏,通过总线方式硬件IO方式协同运作完成设计目的。减少了一台专用的PLC控制器,降低了开发成本。通过触摸屏宏指令方式使用485通讯传输关键参数数据及保护限制条件,简化了整个系统布线使整体电气部分更简洁。伺服运动状态判别采用IO硬件接线方式,达到毫秒级响应速度,满足客户设备高速精准加工要求。




 投诉建议
投诉建议
提交

MOTEC ARES系列直流伺服样本V2.0
网络控制低速步进应用

MOTEC 定制驱动器系列之智能步进4

MOTEC 定制驱动器系列之直流伺服5
MOTEC 定制驱动器系列之直流伺服6