


机器视觉最常见的5大典型应用解析
在我国,自动化技术正以前所未有的速度蓬勃发展,机器视觉这一技术也逐渐走入大众视野,大家对它的认知和看法都发生了巨大转变。机器视觉系统为工业生产带来了诸多变革,它让大批量、持续生产的自动化程度大幅提升,显著提高了工业生产效率和产品精度。同时,机器视觉系统具备快速获取信息并自动处理的能力,为工业生产的信息集成开辟了有效途径。随着机器视觉技术不断成熟,其应用范围也愈发广泛。接下来,就为大家详细介绍机器视觉最常见的五大典型应用。

视觉定位:精准捕捉产品位置
视觉定位,简单来说,就是能够精准检测到产品并确定其位置。在半导体制造领域,芯片位置信息的调整和拾取头操作难度极大,而机器视觉却能轻松解决这一问题。因为半导体制造过程中,需要准确拾取芯片并进行绑定操作,所以视觉定位成为机器视觉在工业领域最基础的应用。通过视觉定位,生产过程中的芯片能够被精准定位和抓取,大大提高了生产效率和准确性。

图像识别:强大功能识别万物
图像识别,是利用机器视觉技术对图像进行处理、分析和理解,从而识别出各种各样的对象和目标。二维码识别就是图像识别最典型的例子。在我们的日常生活中,二维码和条形码随处可见。在商品生产环节,厂家将大量数据存储在小小的二维码中,通过这种方式对产品进行管理和追溯。随着机器视觉图像识别应用的普及,各种材质表面的条码都能被轻松识别、读取和检测。这不仅提升了生产的现代化水平,还大幅提高了生产效率,降低了生产成本。
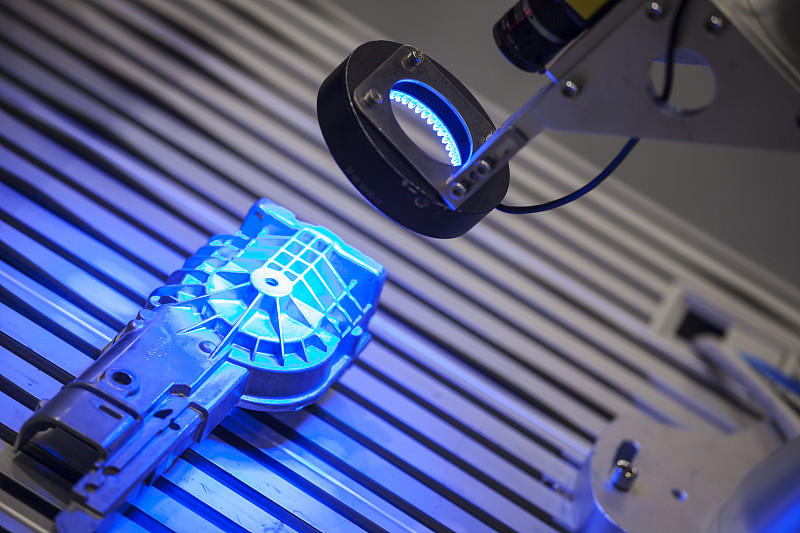
图像检测:高效准确保障质量
在生产生活中,产品检验合格才能获得“通行证”。图像检测是机器视觉应用最为广泛的领域之一。过去,人工肉眼检测存在诸多问题,如准确性低、易产生误差、无法连续工作、容易疲劳,而且费时费力。机器视觉的大规模应用,使产品生产和检测实现了高度自动化。像硬币字符检测、电路板检测,以及人民币造币工艺检测等,都对精度要求极高。人民币造币工艺检测工序复杂,涉及多种检测设备,而机器视觉能够高效准确地完成检测任务。此外,饮料瓶盖质量检测、产品条码字符识别、玻璃瓶缺陷检测以及药用玻璃瓶检测等,也都是机器视觉在图像检测领域的常见应用,医药领域更是机器视觉的重要应用场景。

物体测量:非接触测量优势尽显
机器视觉在工业应用中的一大显著特点是其非接触测量技术。由于无需接触,避免了接触测量可能造成的二次损伤隐患。机器视觉赋予机械设备“看得见”的能力,就像人类用眼睛观察物品一样。在物体测量方面,机器视觉无需像传统人工测量那样接触产品,却能实现高精度、高速度的测量。它不仅不会对产品造成磨损,还杜绝了二次伤害的可能性,对精密仪器的制造水平提升效果显著。罗定螺纹、麻花钻、IC元件管脚、车零部件、接插件等的测量,都是机器视觉物体测量的常见应用。
物体分拣:智能分拣提升效率
在机器视觉的应用环节中,物体分拣是在识别、检测之后的重要步骤。通过机器视觉系统对图像进行处理,结合机械臂的使用,实现产品分拣。以往,产线上需要人工将物料安放到注塑机里进行下一步工序,效率低下且容易出错。如今,采用自动化设备分料,利用机器视觉系统进行产品图像抓取、分析,输出结果后,再由机器人将对应的物料放到固定位置,实现了工业生产的智能化、现代化和自动化。

机器视觉的这五大典型应用,正不断推动着工业生产向更高效、更精准、更智能的方向发展。




 投诉建议
投诉建议
提交
机器视觉定位工业芯片贴合的应用

机器视觉光源的特点及选择应用

机器视觉的平板电脑屏幕组件覆膜应用

机器视觉的手机FPC油墨丝印应用

机器视觉的离型纸模切应用