


步进梯形指令在机床中的应用
2008/5/28 9:15:00
在自动控制过程中,一步一步按顺序驱动各个负载动作,称为顺序控制或过程步进型控制。这种控制过程,用继电器符号程序很难实现程序设计。如果用步进梯形指令来编程,就相对变得很简单。使用简单的编程器,根据说明机器工作状态转换的图形,就可以很容易地用这种指令来实现程序设计。
轴承加工中的大部分车床、磨床,都可以算是按顺序动作的,有些还对顺序有严格的要求。我们仅以3MZ1310内沟磨床为例,来看一看是怎样用步进梯形指令实现它的顺序控制的。
这种方法的具体作法是,先根据机床的动作顺序和工艺要求画出状态转换图,然后根据状态转换图,可一步写出程序,直接把指令输入PLC,方便又快捷。
我们采用的可编程控制器是三菱公司的MELSEC F1-40MR, 3MZ1310内沟磨床自动循环的状态转换方框图如图1。
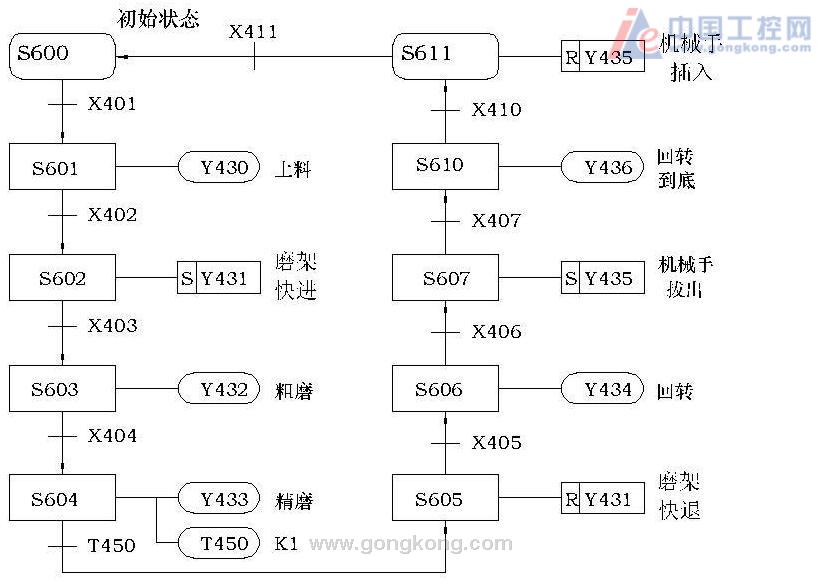
其中,“S”是状态器,是用来存储继续工作过程的各种状态,以此来有序地控制机械设备的一种软器件。
根据上面的状态转换方框图,可以直接写出用步进梯形图表示的程序,直接输入程控器。如图2“
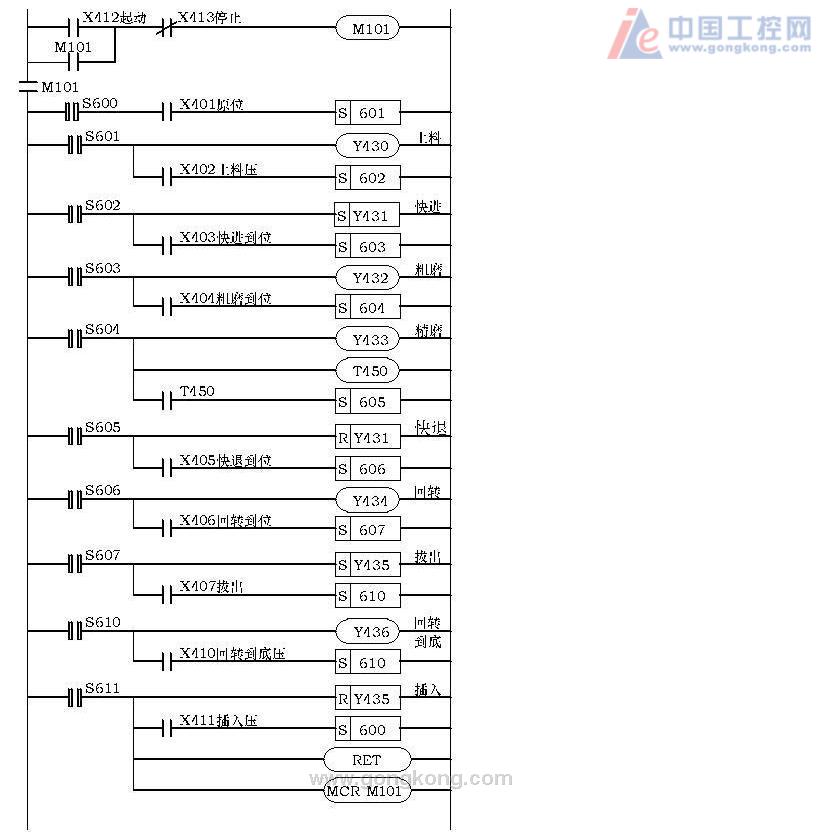
由于3MZ1310内沟磨床的手动操作部分和通用部分比较简单,不需要任何复杂的顺序控制,可以用常规继电器顺序方法设计,所以这里不再赘述。
从上面这个例子可以看出,步进梯形指令是一种很容易掌握的指令,使用方便,可以用它来进一步提高设计效率,容易实现调试运行。而且大大减少程序所需的步数,也能很容易地为第三者所理解。这种方法适用于机加工中要求顺序动作的各种机床。




 投诉建议
投诉建议
提交
查看更多评论

其他资讯

西门子PID调节器的使用说明
晶闸管——电动机调速系统在机床改造中的应用
开关磁阻电机改造刨床电气系统
关于3MZ1310A内沟磨床数控化升级改造的情况说明