


富锰渣生产线自动化系统
平武南坝新建一条55立方高炉冶炼富锰渣生产线,生产线控制中心设在一个中央控制室内,原料输送与配料采用远程I/O站通过PROFIBUS DP接入控制站,高炉本体传动变频器(AB)通过PROFIBUS DP接入控制站,高炉仪表、热风炉仪表、鼓风机房仪表、现场仪表圴通过DFMM网关通过PROFIBUS DP 接入控制站,编码器直接通过POS338直接接入控制站。
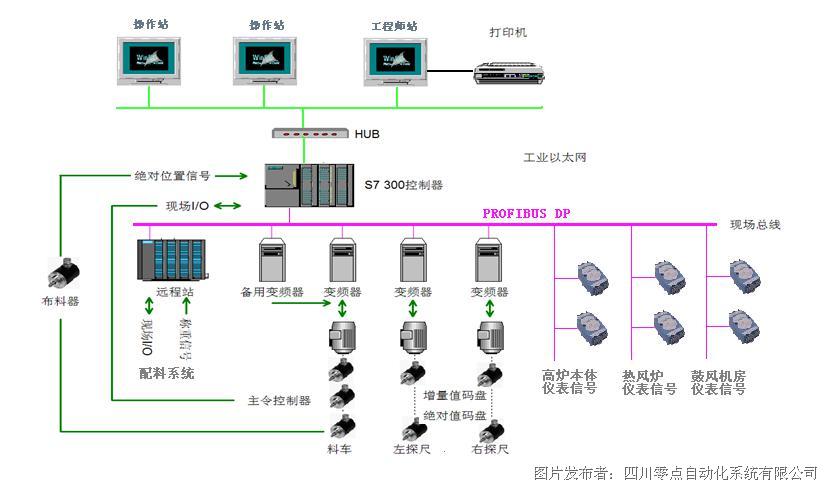
系统配置 系统主要由以下各部分组成: DIN安装机架。 PS307电源模块。 S7-300CPU。 CP343-1工业以太网通讯模块。 SM信号输入、输出模块。 PROFIBUS DP网关
主要特点
1、高炉称量、上料、仪表系统工程在控制上采用一套集电气、仪表、计算机三电合一的控制系统,对主生产线自动控制采用两级计算机控制,即设备控制级(电控、仪表合二为一)和过程HMI级。实行顺序逻辑控制和回路控制、计算机监控“三电”一体化。
2、设备控制级采用顺序逻辑和回路控制系统相统一的PLC控制系统。该系统主要完成炉下配料;炉顶装料;送焦、矿;返焦、矿等设备的操作控制,工艺过程的信息采集;CRT显示;操作控制;越限报警;设备运行;故障状态监控。生产过程的开环控制和顺序控制,回路控制与过程控制等功能。
3、过程控制级主要完成生产线生产数据的采集及在线分析判断处理;编制并打印报表;数据的显示即CRT显示工艺生产流程的动态画面、重要的生产参数的趋势图画面和报警画面及自动记录。
4、本系统采用工业以态网、现场总线两级控制网络。工业以态网通讯速率100Mbps,可以实现控制站之间、控制站与HMI、工程师站之间与第三方设备(仪表DFMM和VIPA模块)之间与第三方设备之间的数据交换;1台工程站HMI构成局域网。现场控制器与远程I/O之间使用Profibus-DP通讯协议,最大12Mbit/s通讯速度。




 投诉建议
投诉建议
提交

零聚你我·点创未来丨2022年度零点自动化经销商年会圆满举行

四川零点:应用案例|B系列一体化IO助力智慧仓储
现场干扰解决案例
零点B系列一体式IO应用案例

串口模块CT-5321:可扩展通讯模块之EtherCAT协议