


光纤穿金属铠甲:极端环境穿墙难题破解
【技术前沿】金属化光纤焊接密封工艺在极端工况下的工程应用
一、工程背景:一个困扰行业数十年的“穿墙”难题
在核聚变托卡马克、航天器、粒子加速器等大科学装置及高端工业装备中,光纤传感器因其抗电磁干扰、精度高、体积小等优势,被广泛用于温度、应变、振动等关键参数的实时监测。然而,一个看似简单的问题长期困扰着工程技术人员:如何让光纤安全、可靠地穿过金属腔壁,同时满足真空密封、耐高温、抗辐射等苛刻要求?
传统方案的局限性十分明显:
密封方式 | 主要问题 |
环氧胶 | 高真空下放气污染、高温碳化、老化快 |
橡胶密封圈 | 耐温有限(通常<200℃)、辐照老化 |
机械压接 | 易损伤光纤、气密性难以保证 |
普通光纤的聚合物涂覆层在高真空环境下会释放挥发性物质,污染精密光学元件和等离子体环境;在高温工况下迅速碳化失效;且不导电、不可焊接,无法与金属结构形成牢固连接。这一技术瓶颈长期制约着光纤传感技术在极端环境下的工程应用。

二、技术方案:金属化光纤 + 焊接密封
针对上述难题,国内外研究机构和企业经过多年探索,形成了较为成熟的工程解决方案——金属化光纤焊接密封工艺。其核心思路是:通过对裸光纤表面进行金属化处理,使其具备可焊接性,再通过钎焊或激光焊将其与金属法兰(或管壳)形成全金属气密连接。
2.1 三层金属化结构
金属化光纤是指在裸光纤表面依次镀覆多层金属薄膜。业界公认较为成熟的结构为Ti/Pt/Au三层体系:
层别 | 材料 | 典型厚度 | 功能描述 |
底层(附着层) | 钛(Ti) | 50~100 nm | 与石英光纤表面结合力强,防止脱层 |
中层(阻挡层) | 铂(Pt) | 100~200 nm | 阻挡Ti与Au互扩散,耐高温、抗腐蚀 |
外层(可焊层) | 金(Au) | 1~5 μm | 可焊接、抗氧化、耐腐蚀、导电性好 |
其中,铂层作为扩散阻挡层,作用是阻止高温下底层钛向外扩散和外层金向内渗透,防止界面形成脆性金属间化合物。同时,铂的弹性模量介于钛和金之间,可缓冲热胀冷缩产生的应力,提高镀层在热循环下的可靠性。
2.2 焊接密封工艺
金属化后的光纤可通过两种主流工艺与金属结构件连接:
(1)钎焊工艺
采用Au80Sn20共晶焊料(熔点约280℃),在真空或保护气氛下加热。焊料熔化后浸润光纤金层和金属管壁,冷却后形成致密、高强度的钎焊接头。
典型工艺参数与性能指标:
真空漏率:≤1×10⁻⁹ Pa·m³/s(比环氧密封提升约4个数量级)
工作温度范围:-269℃ ~ +700℃
抗拉强度:>50 N
在工程实施中,常采用分级钎焊策略:首先使用高温焊料(如AgCu28,熔点约780℃)将金属过渡管钎焊至法兰基体;然后使用低温焊料(Au80Sn20,熔点280℃)将金属化光纤密封在过渡管内。两级工艺温差超过100℃,可有效避免单次高温焊接对光纤光学性能的损伤。
(2)激光焊接工艺
对于直径仅125 μm的光纤,激光焊接可实现微米级局部加热,热影响区可控制在50 μm以内,几乎不损伤光纤的光传输性能。该工艺无需焊料,通过高能激光束使光纤外层金属与管壳直接熔融结合。
镀铂光纤在激光焊接中具有明显优势:铂熔点高达1768℃且在焊接过程中不氧化,可获得纯净、无夹杂的焊接界面,接头气密性和力学性能更为优异。
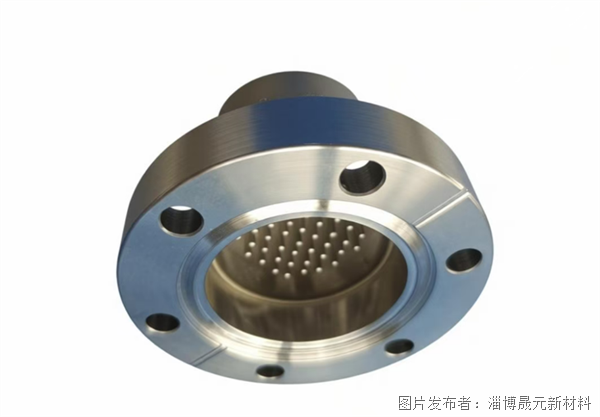
三、典型工程应用:中国环流三号HL-3
国内多家单位已掌握金属化光纤焊接密封技术,并成功应用于大科学装置。典型案例是我国最新一代托卡马克装置——“中国环流三号”HL-3。
HL-3装置的光纤传感监测系统需要在主机关键结构上布置大量光纤传感器,实时测量应变、振动和位移等参数,测量精度达到毫秒级。所有穿墙光纤均采用金属化光纤钎焊密封组件,工程条件如下:
真空度:10⁻⁶ Pa(超高真空)
烘烤温度:250℃
电磁环境:强等离子体干扰
辐照环境:中子辐照
目前,该密封组件已通过工程验证,长期运行稳定,未出现气密失效或信号异常。
四、技术优势总结
指标 | 传统方案(环氧/橡胶) | 金属化+焊接密封 |
真空漏率 | 10⁻⁵ Pa·m³/s量级 | ≤10⁻⁹ Pa·m³/s |
工作温度 | 通常 ≤200℃ | -269℃ ~ +700℃ |
抗辐照 | 较差(有机材料老化) | 优良(全金属结构) |
机械强度 | 低 | >50 N |
放气率 | 高(真空污染) | 极低(无有机材料) |
长期稳定性 | 较差 | 优良 |
三项核心技术突破值得关注:
Ti/Pt/Au三层金属化结构:结合强度>10 N/mm²,耐温范围覆盖液氦至高温真空环境。
分级钎焊策略:先高温后低温,温差>100℃,避免单次热冲击损伤光纤。
激光微焊接技术:热影响区<50 μm,无损光学性能,镀铂光纤焊接界面纯净。
五、工程化挑战与应对措施
在实际工程应用中,仍需关注以下问题:
热应力匹配:金属镀层与石英光纤的热膨胀系数差异较大(石英~0.5×10⁻⁶/K,金~14×10⁻⁶/K),在宽温域循环中可能产生热应力。采用Ti/Pt/Au三层梯度结构,其中铂的弹性模量介于两者之间,可有效缓冲应力。
焊接工艺窗口控制:钎焊温度(280℃)已接近光纤金属化层的长期使用上限,需精确控制加热时间和降温速率。采用真空炉内程序控温和分级钎焊策略可解决此问题。
镀层均匀性与附着力:采用磁控溅射或电子束蒸发工艺,配合等离子体预处理,可获得均匀、致密、附着力强的金属镀层。

六、未来发展趋势
随着核聚变(CFETR、ITER、COMPASS-U)、航天器、熔盐堆、粒子加速器等重大工程的推进,金属化光纤密封组件的需求将快速增长。未来技术发展呈现三个方向:
1. 多芯光纤阵列密封:在一根光纤内集成7芯、19芯,配合阵列化密封结构,实现高密度分布式传感,大幅减少穿墙接口数量。
2. 智能密封接头:在密封组件内集成微型温度、应变或漏率传感器,实现在线健康监测和故障预警,提高系统可靠性。
3. 标准化与系列化:目前该类组件多为定制化研制,成本较高。未来有望形成系列化货架产品,覆盖不同直径(125 μm、200 μm等)、不同材质(蓝宝石光纤、塑料光纤等)和不同工况标准。
七、结语
金属化光纤焊接密封工艺,有效解决了光纤在真空、高温、辐照等极端环境下安全穿墙的工程难题,为光纤传感技术在核聚变、航天、核工业等高端装备领域的深度应用扫清了关键障碍。
从中国环流三号的实际运行验证来看,该技术已具备较高的工程成熟度。建议相关领域的工程技术人员根据自身工况(真空度、温度、辐照剂量、安装空间等)评估该技术的适用性,并与具备金属化光纤制备和焊接密封能力的供应商开展技术对接。




 投诉建议
投诉建议
提交

极端环境光纤镀金及钎焊密封技术
湿插拔铌陶瓷钎焊连接器制备工艺与有限元
蓝宝石光纤珐珀腔压力传感测量系统

铌触点湿插拔电连接器实现技术突破